Як ужо паказвалася, у апошні час у нашай краіне і за мяжой для павышэння надзейнасці абароны асабліва адказных канструкцый ад карозіі шырока прымяняюцца металлизационно-палімерныя пакрыцця. Яны маюць наступныя перавагі ў параўнанні з асобна якія наносяцца лакафарбавымі і металлизационными пакрыццямі:
- павелічэнне даўгавечнасці пакрыцця ў 2 - 3 разы, асабліва ў сильноагрессивных умовах;
- памяншэнне кошту пакрыцця, аднесенай да рэальнага тэрміну службы;
- параўнальная прастата тэхналагічнага працэсу атрымання пакрыцця на гэтым абсталяванні;
- магчымасць атрымання пакрыцця любой зададзенай таўшчыні і на неабходныя ўчасткі і зоны паверхні рэзервуараў;
- лёгкасць механізацыі працэсу нанясення камбінаваных або металлизационных пакрыццяў на ліставай пракат і на резервуарные нарыхтоўкі ў завадскіх або стацыянарных умовах;
- адносна невялікія памеры плошчы, неабходнай для арганізацыі цэхаў і ўчасткаў у завадскіх і, асабліва, палявых умовах.
Асноўная ўмова эфектыўнасці дадзенага працэсу: металізацыя павінна праводзіцца на старанна падрыхтаванай паверхні, добра вычышчанай ад тлушчу і іншых забруджванняў і якая валодае развітой шурпатасцю для надзейнага счаплення з металлизационным пластом. Паколькі гэты пласт у сістэме ахоўнага пакрыцця мае, у сутнасці, дапаможнае значэнне, таўшчыня металлизационного пласта павінна быць мінімальнай, а не такой, якую рэкамендуюць, калі гэта пакрыццё выкарыстоўваецца самастойна. Шурпатасць металічнай паверхні трэба забяспечваць максімальнай для атрымання патрабаванай таўшчыні пакрыцця (ад 6 да 25 мкм). Лепшым спосабам надання ёй патрабаванай шурпатасці з'яўляецца лёгкая апрацоўка паверхні металічным пяском струйными апаратамі. Пасля металізацыі нанесены пласт павінен быць стабілізаваны ад атмасфернага ўздзеяння грунтовочным пластом або водным растворам ПАВ.
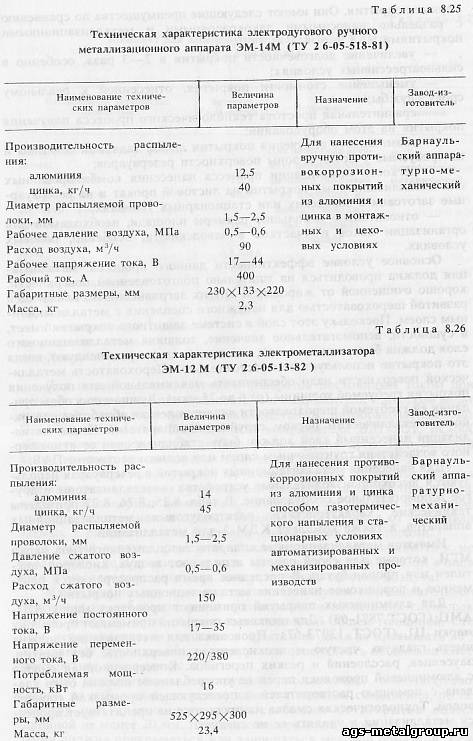
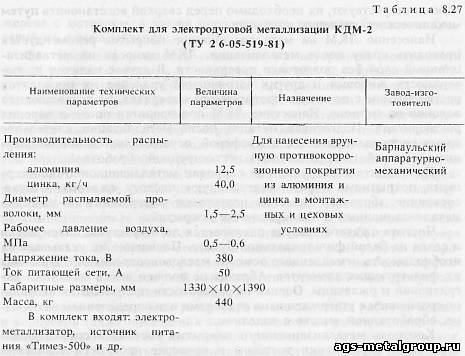
Для нанясення металлизационных пакрыццяў у рэзервуарах выкарыстоўваюцца высокапрадукцыйныя прылады - металлизаторы і іншае дапаможнае абсталяванне. У табл. 8.25, 8.26, 8.27 прыведзены тэхнічныя характарыстыкі электрадугавых металлизационных апаратаў, а таксама камплект КДМ-2 для металізацыі.
Маюцца металлизационные апараты газаполымнага тыпу маркі МГІ, якія для сваёй працы выкарыстоўваюць паветра, кісларод, ацэтылен або прапан-бутан. У апошні час распаўсюджваецца плазменнае і парашковае нанясенне металлизационных пакрыццяў.
Для алюмініевых пакрыццяў ужываюць дрот марак АД1, АМЦ (ДАСТ 7871-63). Для цынкавых пакрыццяў ужываюць дрот маркі Ц1 (ДАСТ 13073-67). Дрот для металізацыі павінна мець гладкую, чыстую і неокисленную паверхню, без увагнутасцяў, задзірын, расслаенняў і рэзкіх перагібаў. Консервационная змазка з алюмініевай дроту перад яе ужываннем павінна быць выдаленая з дапамогай растваральнікаў з наступнай гарачай прамываннем вадой. Тэхналагічная змазка на дроце не перашкаджае працэсу металізацыі і выдаляць яе не варта.
Для сілкавання электрадугавых апаратаў пастаянным токам прымяняюцца зварачныя пераўтваральнікі і выпрамнікі з жорсткай напружанне характарыстыкай. Рэкамендуюцца пераўтваральнікі тыпу ПС-1000, ПСГ-500 і САБАКУ-500 або выпрамнікі ВДГ-301, НД-600, якія забяспечваюць высокую стабільнасць гарэння дугі. Пры металізацыі ўручную рэкамендуецца ўжываць камплект КДМ-2.
Пры эксплуатацыі ручных металлизационных апаратаў газаполымнага тыпу ва ўмовах мантажных пляцовак, а таксама пры работах ўнутры стацыянарных памяшканняў, іх харчаванне кіслародам і гаручымі газамі - ацэтыленам і прапан-бутанам вырабляецца ад усталёўваных у працоўнага месца балонаў, забяспечаных рэдуктарамі.
Сціснутае паветра, які ўжываецца для падрыхтоўкі паверхні да металізацыі, не павінен ўтрымліваць алею і вільгаці, для чаго ён чысціцца ў масловодоотделителях або устаноўках ачысткі паветра.
Металізацыя ўручную ажыццяўляецца шляхам паслядоўнага нанясення на невялікія ўчасткі паверхні некалькіх слаёў пакрыцця, колькасць якіх вызначаецца зададзенай агульнай таўшчынёй. Ступень нераўнамернасці таўшчыні пакрыцця не павінна перавышаць 20% ад зададзенай таўшчыні. Металлизируемая паверхня не павінна мець тэмпературу ніжэй за мінус 5'З.
Пры металізацыі канструкцый, якія падлягаюць электрадугавой зварцы, каб пазбегнуць зніжэння якасці зварных злучэнняў, па перыметры шва павінна пакідаць свабодная ад пакрыцця паласа, шырынёй не менш за 20 мм, Для гэтага паверхню абзы пры металізацыі павінна прыкрывацца або абараняцца крэйдавай абмазкай. Калі паласы адсутнічаюць, іх неабходна перад зваркай аднавіць шляхам механічнага выдалення пакрыцця.
Нанясенне ЛКМ на металлизационное пакрыццё рэкамендуецца праводзіць адразу пасля металізацыі. ЛКМ наносяць на металлизационный пласт без падрыхтоўкі паверхні. У выпадку наяўнасці на паверхні тлушчу і іншых забруджванняў выдаленне іх праводзіцца растваральнікам з дапамогай протирочного матэрыялу, не пакідае валокнаў на метале. Нанясенне ЛКМ вырабляецца пасля выпарэння растваральніка. Падрыхтоўка металу пасля металізацыі доўгі час соприкасавшегося з атмасферай, ажыццяўляецца абястлушчвання і лёгкай (павярхоўнай) пескоструйной апрацоўкай.
Пры абароне канструкцый ад карозіі металлизационно-палімернымі пакрыццямі строга кантралююць чысціню сціснутага паветра, стан абразіва, якасць падрыхтоўкі паверхні і якасць металлизационных і лакафарбавых пакрыццяў.
Чысціня сціснутага паветра ацэньваецца па адсутнасці плям алею і вільгаці на белай фільтравальнай паперы. З'яўленне іх паказвае на неабходнасць неадкладнага агляду масловодоотделителей і замены іх фільтруюць элементаў. Абразіў не павінен мець алейных забруджванняў і іржы. Ацэнка шурпатасці вырабляецца візуальна параўнаннем з зацверджанымі эталонамі або вызначэннем на ўзоры, апрацаваным разам з вырабам.
Кантроль металлизационного пакрыцця складаецца ў ацэнцы знешняга выгляду, вызначэнні таўшчыні і праверцы трываласці счаплення (адгезія) з металам. Пакрыццё павінна быць дробназярністы і адпавядаць 3 - 5 класу чысціні. Пропускі, ўздуцці, металічныя пырскі павінны адсутнічаць.
Таўшчыню металлизационных пакрыццяў на абараняецца паверхні вымяраюць толщиномерами магнітнага (ЭИТП-1), электрамагнітнага (МІП-10, МТ-30) або іншага тыпу.
|