§ 36. Прыстасаванні
Маецца некалькі спосабаў замацавання дэталей пры фрэзераванні. Пры замацаванні дэталяў непасрэдна на стале станка ўжываюцца прихваты з нітамі, падшэўкамі, прыціскамі, упартымі калодкамі, дамкратамі. Круглыя дэталі для фрэзеравання лысак і шпоначных паз зручна замацоўваць у прызмах. Пры працы на кансольна-фрэзерных станках шырока выкарыстоўваюцца ўніверсальныя прынады: дзялільныя галоўкі, машынныя ціскі, круглы паваротны стол і інш. участкі цыліндрычных паверхняў, а таксама для павароту нарыхтоўкі на зададзены кут.
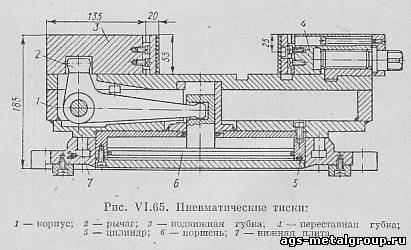
Машынныя ціскі выкарыстоўваюцца на ўсіх відах кансольна-фрэзерных станкоў для замацавання малагабарытных дэталей. За апошні час шырокае распаўсюджванне атрымалі пнеўматычныя (мал. 65) і пнеўмагідраўлічныя ціскі, якія дазваляюць вельмі хутка і надзейна замацоўваць дэталі. Шырока прымяняюцца таксама спецыяльныя прыстасаванні.
§ 37. Дзялільныя галоўкі
Дзялільныя галоўкі з'яўляюцца найважнейшымі прыладамі кансольна-фрэзерных станкоў, асабліва ўніверсальных, і ўжываюцца пры апрацоўцы розных рэжучых прылад (метчыкаў, разгортак, фрэз і т. д.), зубчастых колаў і фасонных дэталяў.
Дзялільныя галоўкі прызначаны для ўсталёўкі восі апрацоўванай нарыхтоўкі пад патрабаваным кутом адносна стала станка; для перыядычнага павароту нарыхтоўкі вакол яе восі на пэўныя вуглы (дзяленне на роўныя або няроўныя часткі); для бесперапыннага кручэння нарыхтоўкі пры наразанні шрубавых канавак або шрубавых зуб'яў.
Найбольш распаўсюджанымі з'яўляюцца ўніверсальныя дзялільныя галоўкі (УДГ) мадэляў Н-135 і Н-160. Лічбы 135 і 160 паказваюць вышыню цэнтраў галоўкі.
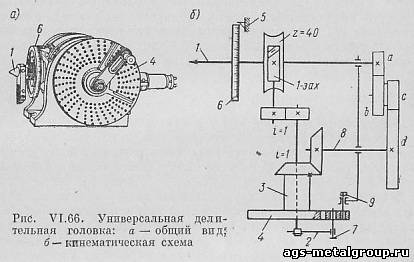
На мал. 66 паказаны агульны выгляд і кінематычная схема ўніверсальнай дзялільнай галоўкі. На шпіндзелі 1 цвёрда замацавана чарвячнае зубчастае кола z = 40, якое знаходзіцца ў зачапленні з адназаходняй чарвяком. Кручэнне шпіндзеля паведамляецца дзяржальняй 2 праз пару цыліндрычных колаў з перадаткавым стаўленнем i = 1. Такім чынам, пры адным абарачэнні дзяржальні шпіндзель зробіць 1/40 абарачэння.
На восі дзяржальні вольна пасаджаная гільза 3, на перадпакоі часткі якой замацаваны дзялільная кружэлка 4 з адтулінамі, а на задняй- канічнае зубчастае кола, злучанае з такім жа колам, цвёрда замацаваным на валіку 8.
Універсальная дзялільная галоўка дазваляе вырабляць дзяленне непасрэдным, простым і дыферэнцыя. спосабамі.
Пры непасрэдным спосабедзяленні чарвяк выводзіцца з зачаплення з чарвячным колам. Кут павароту стала адлічваецца па шкале на бакавой паверхні дыска 6 і ноніусу 5, прымацаваным да корпуса галоўкі. Адно дзяленне шкалы дыска адпавядае павароту шпіндзеля на 1 °.
Пры простым спосабе дзяленне вырабляецца па зменнай кружэлцы 4. Дыск замацоўваецца нерухома і паварот шпіндзеля ажыццяўляецца кручэннем дзяржальні праз уключаную чарвячную перадачу 1 - 40. Бо пры адным абарачэнні дзяржальні шпіндзель паварочваецца на 1/40 абарачэння, то для таго каб атрымаць на шпін z абароту, неабходна павярнуць дзяржальню на n абаротаў: n = 1/zx 40/1 = 40/z або N/z; тут N - перадаткавы лік чарвячнай пары, званае характарыстыкай галоўкі.
Прыклад.Патрабуецца падзяліць акружнасць на 30 частак (наразаць шасцярню з 30 зуб'ямі). У гэтым выпадку неабходны лік абарачэнняў дзяржальні n = N/z = 40/30 = 1⅓. Адлік абарачэнняў вырабляецца па дыску. На дыску ёсць восем шэрагаў адтулін. Лік адтулін на адным баку дыска галовак Н-135 і Н-160: 16, 17, 19, 21, 23, 29, 30, 31, а на другім баку: 33, 37, 39, 41, 43, 47, 49, 54.
Усталяваўшы зашчапку 7 па шэрагу з лікам адтулін 21 адлічваем абароту. Дыферэнцыяльны падзел ужываецца ў тых выпадках, калі абмежаваная колькасць адтулін на дысках не дае магчымасці скарыстацца простым спосабам дзялення.
Для вытворчасці дыферэнцыяльнага дзялення ў адтуліну шпіндзеля галоўкі ўстаўляюць апраўку, з дапамогай якой шпіндзель зменнымі коламі а, Ь, з, d звязваецца з валікам 8. Зашчапка 9 вызваляецца. Калі зараз круціць дзяржальню, то адначасова будзе круціцца і дзялільная кружэлка. Кірунак яго кручэння залежыць ад ліку зменных колаў і можа супадаць з кірункам кручэння дзяржальні ці быць яму процілеглым.
Хай дзяленне на 1/z абарачэння не можа быць праведзена простым спосабам і патрабуецца наладзіць дзялільную галоўку на дыферэнцыяльны спосаб дзялення. Для таго каб шпіндзель павярнуўся на 1/z абарачэння, дзяржальня павінна звярнуцца на n = 40/z абарачэння адносна нерухомай кружэлкі. Бо кружэлка круціцца, гэтая велічыня можа быць прадстаўлена ў выглядзе алгебраічнай сумы двух рухаў - кручэнні дзяржальні адносна кружэлкі і кручэнні самай кружэлкі: n = 40/z = n₁ + n₂, дзе n₁ - лік абарачэнняў дзяржальні адносна кружэлкі; n₂ - лік абарачэнняў дыска.
Лік абарачэнняў дзяржальні n можна прадставіць як 40/z₀, дзе z₀ любы лік, якое дазваляе выкарыстаць спосаб простага дзялення. Бо ў канчатковым выніку шпіндзель павінен звярнуцца на 1/z абарачэння, лік абарачэнняў кружэлкі за гэты час будзе n₂ = 1/z iд, дзе iд - перадаткавае стаўленне зменных колаў дыферэнцыяльнай прылады.
Падстаўляючы значэнні n, n₁ і n₂ у формулу, прыведзеную вышэй, атрымаем
 Калі z₀ > z, то iд > 0, у адваротным выпадку iд < 0. Лік z₀ лепш выбіраць блізкае да z, бо гэта дае магчымасць паменшыць перадаткавае стаўленне і лягчэй падабраць зменныя колы.
Прыклад. Зададзены лік дзяленняў z = 83. Выбіраем бліжэйшы лік, які дазваляе выкарыстоўваць метад простага дзялення, а менавіта z₀ = 80. Лік абарачэнняў дзяржальні адносна кружэлкі n₁ = 40/z = 1/2.
Перадаткавае стаўленне зменных колаў роўна
Бо мы абралі z₀ < z, дыск павінен круціцца насустрач дзяржальню. Для гэтага варта ўвесці паразітную шасцярню.
§ 38. Настройка дзялільнай галоўкі на фрэзераванне шрубавых канавак
У працэсе апрацоўкі нарыхтоўка з мэтай адукацыі на яе цыліндрычнай паверхні шрубавай канаўкі павінна атрымліваць адначасова два рухі - вярчальны і паступальны ўздоўж восі. Абодва рухі павінны быць узгоднены так, каб пры перасоўванні на крок якая наразаецца шрубавай канаўкі нарыхтоўка зрабіла адзін абарачэнне.
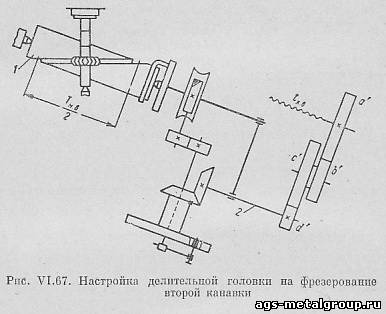
На мал. 67 дадзена схема наладкі станка для апрацоўкі вінтавой канаўкі з выкарыстаннем дзялільнай галоўкі. Нарыхтоўка 1 усталёўваецца ў цэнтрах дзялільнай галоўкі і задняй бабкі. Хадавая шруба падоўжнай падачы стала з крокам tх.у праз зменныя колы a', Ь', з, d' звязваецца з валікам 2 універсальнай дзялільнай галоўкі. Пры кручэнні хадавога шрубы станка кручэнне перадаецца шпіндзелю дзялільнай галоўкі.
Прыняўшы да ўвагі, што характарыстыка дзялільнай галоўкі N = 40, крок хадавога шрубы tх.в, а крок нарэзанай шрубавай канаўкі Тн.в можна скласці раўнанне кінематычнага балансу ланцуга:
Па гэтай формуле падбіраюцца зменныя колы, якія ўзгадняюць вярчальны і паступальны рух нарыхтоўкі.
Пры фрэзераванні шрубавай канаўкі дыскавай фрэзай стол станка павінен быць павернуты на кут, роўны куту ω нахілу канаўкі. Пры фрэзераванні канцавой фрэзай стол станка павінен быць усталяваны ў звычайным становішчы.
|