АЎТАМАТЫЧНАЯ І ПАЎАЎТАМАТЫЧНАЯ ЭЛЕКТРАДУГАВАЯ ЗВАРКА
Найбольшае выкарыстаньне мае аўтаматычная зварка плавячымся металічным электродам. Некаторыя сучасныя аўтаматы дазваляюць пры аўтаматычнай зварцы падтрымліваць даўжыню дугі ў межах ± 0,2 - 0,3 мм, што немагчыма забяспечыць пры ручной зварцы. Аўтаматычная зварка дае больш стабільную якасць шва. Пры аўтаматычнай зварцы пад пластом флюсу прадукцыйнасць павялічваецца ў 2 - 8 раз у параўнанні з ручной дугавой зваркай. Значная роля ў развіцці аўтаматычнай і паўаўтаматычнай зваркі належыць Інстытуту электразваркі ім. Я. А. Патона.
Шырока ўжываюць аўтаматычную і паўаўтаматычную зварку які плавіцца электродам пад пластом флюсу і ў асяроддзі ахоўных газаў.
§ 10. Аўтаматычная дугавая зварка пад пластом флюсу
Пры зварцы дуга гарыць пад пластом расплаўляецца флюс. Флюс насыпаецца на выраб пластом таўшчынёй 50 - 60 мм, у выніку чаго дуга гарыць не ў паветры, а ў газавай бурбалцы, змешчаным пад расплаўляным пры зварцы флюс і ізаляваным ад непасрэднага кантакту з паветрам. Гэтага дастаткова для ўхілення распырсквання вадкага металу і парушэнні фармавання шва нават пры вялікіх токах.
Пры зварцы пад пластом флюс звычайна ўжываюць сілу току да 1000 - 1200 а, што пры адкрытай дузе немагчыма. Пры павелічэнні сілы зварачнага току адбываецца моцнае распырскванне металу і парушэнне правільнага фармавання шва. Такім чынам, пры зварцы пад пластом флюс можна павысіць зварачны ток у 4 - 8 раз у параўнанні са зваркай адкрытай дугой, захоўваць пры гэтым высокую якасць зваркі, добрае фарміраванне шва пры высокай прадукцыйнасці.
Пры зварцы пад слоем флюсу метал шва ўтвараецца за кошт расплаўлення асноўнага металу (каля ⅔) і толькі прыкладна ⅓ за кошт электроднага металу. Зварку вырабаў таўшчынёй да 15 - 20 мм можна вырабляць без разделки беражкоў. Страты металу на чад і распырскванне пры гэтым адносна невялікія - не больш за 2% ад вагі расплаўленага электроднага металу. Дуга пад пластом флюс больш устойлівая, чым пры адкрытай дузе.
На мал. 9, а схематычна паказаны працэс аўтаматычнай зваркі пад пластом флюс. Зварка вырабляецца голым электродным дротам 4, якая з шпулькай 3 падаецца ў зону гарэння 1 дугі зварачнай галоўкай аўтамата 5, якая перамяшчаецца ўздоўж шва. Наперадзе галоўкі з бункера 2 па трубе ў разделку шва паступае крупчасты флюс, які расплаўляючыся падчас зваркі раўнамерна пакрывае шво, утворачы цвёрдую скарынку дзындры 7. Астатняя частка флюсу адсмоктваецца ў бункер па трубцы 6.

На мал. 9, бы схематычна дадзены падоўжны разрэз зоны зваркі пад флюс. Пры гарэнні дугі асноўны метал 7 і электродны дрот 1 расплаўляюцца пад флюс 2, які пад дзеяннем высокай тэмпературы дугі таксама расплаўляецца; у выніку гарэнне дугі адбываецца ў газавай бурбалцы бы, акружаным плёнкай вадкай дзындры 3, якая абараняе слуп дугі і ўсю зону зваркі ад уздзеяння паветра (гл. на малюнку вадкі метал 5 і наплаўлены метал 4).
Дуга плавіць метал і выцясняе яго; газавая бурбалка напаўняецца металам электрода і расплаўленым асноўным металам. Метал зварачнай ванны 5 добра змешваецца, і зварное шво 4 валодае досыць добрымі механічнымі ўласцівасцямі.
Флюс для аўтаматычнай зваркі павінен забяспечыць пры высокай прадукцыйнасці зваркі ўстойлівае гарэнне дугі, добрае фармаванне шва, належны хімічны склад, структуру і механічныя ўласцівасці наплаўленага металу і зварнога злучэння.
Пры плаўленні флюсу не павінны вылучацца ў вялікай колькасці шкодныя газы і дым.
Для аўтаматычнай зваркі ўжываюць плаўленыя і керамічныя неплаўленыя флюс. Керамічныя неплаўленыя флюс, прапанаваныя акад. К. К. Хреновым, уяўляюць сабой па сутнасці электроднае пакрыццё з макулінак - гранул памерам 1 - 3 мм, вырабленых з матэрыялаў, якія ўваходзяць у звычайныя пакрыцці электродаў для электрадугавой ручной зваркі. Крупінкі атрымліваюць з волкай масы на адмысловай машыне - гранулятары і падвяргаюць сушцы і затым гартаванню пры якая адпавядае тэмпературы (300 - 400' З). Сярэднюю насыпную вагу (маса) керамічнага флюсу складаюць каля 1,5 г/см³ (1,5 т/м³).
Для зваркі малоуглеродистых сталей ужываюць шэраг керамічных флюс, напрыклад К-10 наступнага складу (у вага.%): марганцовая руда 52,0; плавікавы шпат 10,0; кварцавы пясок 28,0; 75-працэнтны ферасіліцый маркі СІ 75-10,0; вадкае шкло ўдзельнай вагі 1,35 (шчыльнасць 1,35 т/м³) ад агульнай вагі сухой сумесі 10,0.
Керамічныя флюсы забяспечваюць добрыя ўласцівасці зварных злучэнняў, дазваляюць пры выкарыстанні таннага малавугляродзістага электроднага дроту легаваць наплаўлены метал - адпаведнымі элементамі, наяўнымі ў флюсе.
Найбольшае прымяненне ў прамысловасці маюць плаўленыя флюс з высокім утрыманнем МnО (да 45%) пры выкарыстанні малоуглеродистой электроднага дроту. Адзін з лепшых плаўленых флюсаў ОСЦ-45, які ўяўляе сабой сілікат марганцу МnО·SiО₂, да якога для зніжэння тэмпературы плаўлення, паляпшэння глейкасці і тэхналагічных уласцівасцяў дадаецца фторысты кальцый. Акрамя гэтых асноўных складнікаў флюсу ў ім маюцца выпадковыя прымешкі і забруджванні.
Састаў флюсу ОСЦ-45 (у%): 43 - 45 SiО₂; 38 - 43 МnО; 6 - 8 СаF₂; да 5 САТ; астатняе - выпадковыя прымешкі.
Паўаўтаматычная зварка ажыццяўляецца па прынцыпова такой жа схеме, толькі пры гэтым ужываецца больш тонкі электродны дрот, а паўаўтамат падаецца зваршчыкам уручную, уздоўж выкананага шва.
§ 11. Аўтаматычныя ўстаноўкі для дугавой зваркі
Аўтаматычная ўстаноўка для дугавой зваркі мае наступныя асноўныя часткі: зварачную аўтаматычную галоўку, якая забяспечвае ўзбуджэнне і падтрыманне дугі, а таксама падачу дроту ў дугу; механізм для перасоўвання дугі ўздоўж шва ці самой дэталі адносна нерухомай галоўкі; крыніца электрычнага току для харчавання дугі; флюсавую апаратуру; размеркавальная прылада для кіравання аўтаматам.
Найгалоўнай часткай аўтаматычнай усталёўкі з'яўляецца зварачная галоўка. Зварачная галоўка з які плавіцца электродам ужываецца з аўтаматычным рэгуляваннем дугі, галоўнай выявай але напрузе, і з выкарыстаннем прынцыпу самарэгулявання - з сталай хуткасцю падачы электроднага дроту.
У зварачных галоўках з аўтаматычным рэгуляваннем дугі падтрымліваецца напруга дугі, т. е. даўжыня дугі. У выпадку падвышэння напругі хуткасць падачы дроту павялічваецца датуль, пакуль не адновіцца зададзеная напруга на дузе, а ў выпадку паніжэння напругі хуткасць падачы дроту памяншаецца.
У зварачных галоўках з сталай хуткасцю падачы электроднага дроту стала падтрымліваецца велічыня зварачнага току. Колькасць дроту, расплаўленай у адзінку часу, застаецца нязменным для зададзенага рэжыму.
Аўтаматы са зварачнай галоўкай з рэгуляванай дугой ужываюць для зваркі адкрытай дугой і для зваркі пад флюс. Аўтаматы са зварачнай галоўкай з сталай хуткасцю падачы электроднага дроту прыдатныя толькі для зваркі пад флюс.
Аўтаматы, у якіх зварачная галоўка знаходзіцца на калясцы, якая перасоўваецца ўздоўж выраба, завуцца зварачнымі трактарамі.
Для выгоды зваркі зварачная галоўка аўтамата можа перамяшчацца ўверх, паварочвацца вакол калонкі, а таксама разам з каромыслам у плоскасці, перпендыкулярнай шву.
Пры аўтаматычнай зварцы для атрымання трывалага зварнога злучэння неабходна забяспечыць захаванне ўсталяванага становішча які плавіцца электрода па стаўленні да зварваных беражкоў выраба. З гэтай мэтай ужываюць адмысловыя накіравальныя або якія капіююць прылады. Аўтаматычныя накіравальныя прылады могуць быць прамога дзеяння або са дапаможным рухавіком (серварухавіком). Аўтаматычныя накіравальныя прамога дзеяння звычайна маюць сістэму ролікаў, вольна якія коцяцца перад электродам па разделке зварванага злучэння і адпаведна накіроўвалых рух электрода.
Пры выкарыстанні зварачных трактароў ужываюць для кірунку электрода - самакапіраванне, т. е. зварка стыкавых швоў адбываецца пры вольным руху двух ролікаў трактара ўздоўж беражкоў разделки шва. Для накіравання электрода пры аўтаматычнай зварцы крывалінейных швоў выкарыстоўваюць электрамагнітны ролік, замацаваны на шарнірнай кансолі сувосева са зварачнай галоўкай і якая рухаецца па шаблоне (капіру).
Высокая прадукцыйнасць дасягаецца прымяненнем двух, трох і больш дуг. Двухдугавая зварка сталі таўшчынёй 8 - 10 мм вырабляецца адным праходам са хуткасцю да 120 м. Гэты спосаб аўтаматычнай зваркі складаецца ў выкарыстанні двух магутных зварачных дуг, размешчаных у агульнай плавільнай прасторы; першая дуга размешчана вертыкальна, другая нахіленая кутом наперад. Значная прадукцыйнасць дасягаецца таксама пры аўтаматычнай зварцы з выкарыстаннем трохфазнага току для сілкавання зварачнай дугі.
§ 12. Шлангавы паўаўтамат
Паўаўтаматычная зварка выконваецца спецыяльнымі паўаўтаматамі, часта шлангавага тыпу.
Шланговый паўаўтамат (мал. 10) складаецца з пераноснага механізму 3, трымальніка 1 са адмысловым гнуткім шлангам 2, перасоўнай апаратнай скрыні з уключальнай апаратурай і электравымяральнымі прыборамі 5. Сілкаванне дугі ажыццяўляецца якія адпавядаюць крыніцамі. На схеме паказаны зварачны трансфарматар з дросельнай шпулькай 6. Механізм 3 забяспечвае падачу электроднага дроту з сталай хуткасцю, мае электрарухавік магутнасцю 0,1 квт. Хуткасць падачы дроту можа мяняцца ў межах 80 - 600 м/ч шляхам перастаноўкі зубчастых колаў. Праз гнуткі шланг 2 механізмам падаецца электродны дрот дыяметрам да 2 мм з касеты 4.
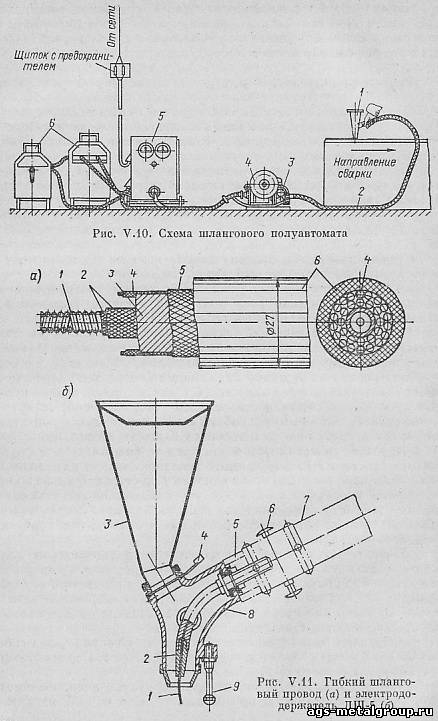
Прылада гнуткага шланга паказана на мал. 11, а. Усярэдзіне шланга для пропуску электроднага дроту з дапамогай які падае механізму маецца гнуткая спіраль 1 з сталёвага дроту, аддзеленая ізаляцыяй 2 ад токаводных медных правадоў 3 зварачнага току і ад правадоў 4 для ланцуга кіравання. Зверху токаводнай часткі маюцца баваўняная аплётка 5 і трывалая гумавая ізаляцыя 6.
На мал. 11, бы прыведзена схема электрододержателя для шлангавай паўаўтаматычнай зваркі. Электрододержатель мае алюмініевы корпус 8 з бункерам 3 для сухога крупчастага флюсу, ручку 5 для перасоўвання электрододержателя зваршчыкам уздоўж шва і кнопкі 6 для пуску і прыпынкі механізму падачы дроту, уключэнні і выключэнні току.
Электродны дрот 1 паступае ў зону зваркі праз гнуткі шланг 7 і затым праз токавядучы муштук 2. Падача флюсу рэгулюецца засланкай 4.
Электрододержатель, які перамяшчаецца ўручную, мае зменны ўпор 9, служачы апорай пры зварцы.
Зварку з ужываннем гнуткага шланга вырабляюць таксама аўтаматамі АДШ-500 і інш., у якіх замест электрододержателя маецца самаходная галоўка, якая перамяшчае шланг і зварачную дугу па які зварваецца вырабу.
§ 13. Электрашлакавая зварка
Электрашлакавая зварка складаецца ў тым, што дзындра, якая атрымліваецца з грануляванага флюсу, награваецца да тэмпературы, якая перавышае тэмпературу плаўлення асноўнага металу і электроднага дроту.
Першапачаткова працэс электрошлаковой зваркі працякае гэтак жа, як і дугавой аўтаматычнай зваркі пад пластом флюс. Працэс зваркі пачынаецца з запальвання і падтрыманні магутнай электрычнай дугі (адной або некалькіх) пад пластом флюс. Пасля адукацыі ванны з вадкай дзындры дастатковай глыбіні працэс дугавой зваркі пераходзіць у электрошлаковый. Гарэнне дугі спыняецца, аплаўленне беражкоў вырабаў і расплаўленне электрода адбываюцца за кошт цяпла, які вылучаецца электрычным токам у адпаведнасці з законам Джоўля - Ленца пры праходжанні праз вадкі дзындра да металу, і цяпла, які выдаткоўваецца ў кантактах (вадкі дзындра - метал).
Расплаўлены асноўны і электродны метал утворыць пад дзындрай ванну з вадкага металу, які пасля зацвярдзення трывала злучае беражкі зварваных вырабаў.
Электрашлакавая зварка дазваляе зварваць метал практычна неабмежаванай таўшчыні за адзін праход, забяспечвае вялікую прадукцыйнасць, высокая якасць шва, зніжае працаёмкасць і кошт прац; прадукцыйнасць электрошлаковой зваркі металу таўшчынёй 60 мм у 3 - 15 разоў вышэй прадукцыйнасці шматслаёвай зваркі пад флюс.
Для выдалення няякасных участкаў шва, якія ўтвараюцца ў пачатку зваркі з-за няўстойлівага электрошлакового працэсу і ў канцы шва, дзе назапашваюцца неметалічныя ўключэнні і маецца ўсадачная ракавіна, да вырабу прыварваюць канцавыя планкі, якія затым пасля заканчэння зваркі выдаляюць кіслароднай рэзкай або механічным шляхам.
Электрошлаковая зварка выконваецца на пераменным току электродным дротам, пласцінкамі, якія вырабляюцца з ліставага і паласавога пракату, і стрыжнямі рознага перасеку.
Схема электрошлаковой зваркі паказана на мал. 12. У зазор паміж зварваемымі вырабамі 8 і 9 уведзены адзін або некалькі электродаў 2 ад аўтаматычнага зварачнага агрэгата 1. Для прадухілення выцякання вадкага металу і дзындры і паскарэнні зацвярдзення металу ўжываюцца фармавалыя медныя паўзуны 6, астуджаныя вадой. Паміж паўзунамі і вырабамі, якія зварваюцца, фарміруецца зварное шво. Над асноўным металам вырабу ёсць ванны вадкага металу 5 і вадкага дзындры 4. Па меры расплаўлення металу медныя паўзуны разам з механізмам падачы дроту перамяшчаюцца ўверх адпаведна павышэнню ўзроўню металічнай ванны. Да выраба прыварваюць канцавыя планкі 3 і 7.
Агрэгаты для электрошлаковой зваркі маюць розныя канструкцыі ў залежнасці ад іх прызначэння. Электрашлакавая зварка паспяхова ўжываецца для зваркі таўстасценных вырабаў, барабанаў і іншых вырабаў, а таксама для наплаўкі на працоўныя паверхні розных сплаваў са адмысловымі ўласцівасцямі.

Для зваркі дэталяў складанага перасеку пры невялікай даўжыні шва ўжываюць электрошлаковую зварку які плавіцца муштуком - сталёвымі пласцінамі 1 (мал. 13), мелымі пазы або трубкі, па якіх прапускаюць электродныя дроту 2. Якія плавяцца муштукі маюць такую ж форму, як і злучаныя беражкі зварваем. Электродны дрот расплаўляецца ў шлакавай ванне і запаўняе зазоры паміж беражкамі. Пры расплаўленні электродных дратоў расплаўляецца і муштук.
|