КАНТАКТНАЯ ЗВАРКА
§ 15. Агульныя звесткі
Кантактнай зваркай або электрычнай зваркай супраціўленнем называецца працэс нераздымнага злучэння дэталей, які ажыццяўляецца пры нагрэве іх электрычным токам да расплаўлення або да пластычнага стану з наступным дадаткам механічнага намагання.
Дэталі змяшчаюць паміж двума электродамі, і пры праходжанні току ад аднаго электрода да іншага ў месцы злучэння іх адбываецца мясцовы нагрэў да пластычнага стану або да расплаўлення. Пасля гэтага ток выключаюць і вырабляюць сціск дэталяў, што і забяспечвае іх зварванне.
Сучасныя машыны для кантактнай зваркі працуюць, як правіла, на пераменным току. Сіла зварачнага току прымяняецца ад 1000 да 100 000 а і больш, што забяспечвае хуткі нагрэў вырабаў. Час зваркі складае ад сотых доляй секунд да некалькіх дзясяткаў секунды.
Для кантактнай зваркі выкарыстоўваюць трансфарматары, якія паніжаюць сеткавую напругу 220, 380 у да напругі ў 1,5 - 12 у, неабходнага для стварэння якая адпавядае сілы зварачнага току. Трансфарматар звычайна ўбудоўваецца ў машыну і канструктыўна прадстаўляе з ёй адно цэлае.
Кантактная зварка прымяняецца трох асноўных відаў; стыкавая, кропкавая, шовная. Для кожнага віду зваркі існуюць спецыяльныя машыны.
§ 16. Стыкавая зварка
Стыкавай зваркай вырабляюць злучэнне труб, рэек, розных дэталяў у машынабудаванні. Па ўсёй паверхні судотыку зварваных дэталяў забяспечваецца трывалае злучэнне. Стыкавая зварка ажыццяўляецца з ужываннем адмысловых машын ручнога ці аўтаматычнага дзеяння двума спосабамі: без аплаўлення тарцоў зварваных дэталяў і з аплаўленнем.
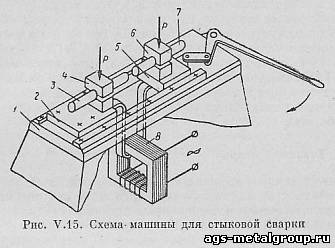
Зварваныя дэталі 3 і 7 (мал. 15) змяшчаюць паміж заціскамі 4 і бы, падлучанымі да другаснай абмотцы трансфарматара 8. Адну з пліт 2 нерухома замацоўваюць на станіне 1 і ізалююць ад яе, а іншую пліту 5 можна перамяшчаць па накіравальных станіны. Перасоўванне пліты разам з замацаванай дэталлю ажыццяўляецца ў машынах з дапамогай рычага, штурвала, спружын, а пры зварцы дэталяў значнага памеру - з дапамогай механічных, гідраўлічных ці пнеўматычных прылад.
 Пры кантактнай стыкавай зварцы супрацівам зварваныя дэталі, папярэдне прыгнаныя сябар да сябра, прыводзяцца ў судотык і пры паступленні току адбываецца нагрэў дэталяў да пластычнага стану. Пасля нагрэву ток выключаюць і сціскаюць якія зварваюцца дэталі. Гэты спосаб не мае шырокага ўжывання з прычыны неабходнасці ў дбайнай падрыхтоўцы паверхняў зварваных дэталяў і дакладнага вызначэння тэмпературы нагрэву.
Стыкавая зварка аплаўленнем ужываецца для зваркі дэталяў вялікага перасеку. Зварка вырабляецца перарывістым і бесперапынным аплаўленнем.
Пры перарывістым аплаўленні спачатку ўключаюць ток і прыводзяць дэталі ў кароткачасовы судотык, а затым раз'ядноўваюць іх на невялікую адлегласць. Гэтая аперацыя паўтараецца некалькі разоў. Пры раз'яднанні дэталей адбываецца размыканне зварачнага току сілай у некалькі тысяч ампер, у выніку чаго адбываецца нагрэў і аплаўленне тарцоў дэталяў, пасля чаго вырабляюць сціск дэталяў.
Зварка бесперапынным аплаўленнем вырабляецца наступным чынам: уключаецца трансфарматар, дэталі збліжаюцца пры невялікім ціску, датыкаючыся ў асобных кропках. Ток, праходзячы праз кропкі дотыку пры бесперапынным збліжэнні дэталяў, вылучае вялікую колькасць цяпла і награвае метал. У выніку адбываецца мясцовае расплаўленне і выпарэнне металу, які разам з вокісламі выкідваецца вонкі ў плоскасці стыку. Пасля дастатковага нагрэву вырабляюць хуткі сціск дэталяў. Для дэталяў, схільных да загартоўкі і адукацыі расколін, ужываюць зварку аплаўленнем з падагрэвам, пры якой памяншаецца хуткасць астуджэння дэталі пасля зваркі.
Прыпуск на аплаўленне і ўляганне круглай дэталі складае 0,2 - 0,4 дыяметра; хуткасць аплаўлення 0,8 - 2,5 мм/сек; высілак для ўлягання металу 2 - 8 кг/мм² (19,6 - 78,4 Мпа).
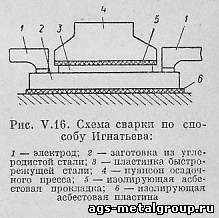 Адна з разнавіднасцяў стыкавай зваркі - прэсавая зварка па спосабе Ігнацьева, мелая вялікае значэнне для выраба рэжучай прылады (мал. 16). Пры гэтым спосабе зваркі ток праходзіць раўналежна паверхні стыку, што забяспечвае нагрэў па ўсёй таўшчыні выраба.
§ 17. Кропкавая зварка
Кропкавая зварка прымяняецца для нераздымных злучэнняў дэталей унахлестку з тонкага ліставога металу (таўшчынёй 0,2— 8 мм), для злучэння штампаваных профіляў, зваркі стрыжняў або прываркі стрыжняў да лістоў і інш.
Метад кропкавай зваркі складаецца ў нагрэве зварваных дэталяў пры мінанні току ад аднаго электрода праз дэталі да іншага. Адбываецца хуткі нагрэў і расплаўленне металу ў зоне зваркі з адукацыяй «ядра» зварачнай кропкі, які мае чечевицеобразную форму памерам звычайна 2 - 12 мм. Ціск, прыкладзенае да электродаў, ушчыльняе метал у зварачнай кропцы і забяспечвае трывалае злучэнне.
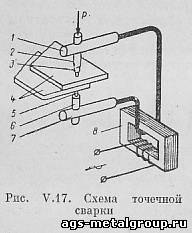 На мал. 17 паказана схема кропкавай зваркі. Зварваныя лісты 4 заціскаюць паміж верхнім 3 і ніжнім 5 электродамі зварачнай машыны, да якіх праз электрододержатели 2 і 6 і хобаты 1 і 7 падведзены ток ад трансфарматара 8. Ніжні хобат робіцца нерухомым, а верхні рухомым; пры зварцы верхні хобат стварае ціск на якія зварваюцца лісты.
Удзельны ціск павінен быць дастатковым для пераадолення калянасці лістоў, ажыццяўленні неабходнай пластычнай дэфармацыі пры зварцы і складае ад 2 да 10 кг/мм² (20 - 100 Мпа). Час зваркі складае 0,01 – 1,5 сек. Нагрэў зварваных дэталяў павінен забяспечыць атрыманне зварной кропкі дыяметрам, якія перавышаюць у 2 - 3 разу таўшчыню найболей тонкага элемента зварнога злучэння. Дыяметр кропкі складае 0,9 - 1,2 дыяметра электрода. Медныя электроды для кропкавай зваркі звычайна астуджаюцца праточнай вадой.
Пры кропкавай зварцы паверхні дэталяў павінны быць старанна вычышчаны механічным ці хімічным (тручэннем у шчолачах) спосабам, бо пры кропкавай зварцы выдаліць забруджванні з зоны зваркі немагчыма. Для кропкавай зваркі ўжываюць разнастайныя машыны. Кропкавая зварка можа быць аднабаковай і двухбаковай у залежнасці ад размяшчэння электродаў па стаўленні да зварваных дэталяў.
Пры аднабаковай зварцы ток праходзіць ад электрода праз верхні ліст да ніжняга і ў месцы судотыку лістоў адбываецца зварка. Для павелічэння сілы току пры праходжанні яго праз ніжні ліст пад ім змяшчаюць медную пракладку. Для масавай вытворчасці выкарыстоўваюць шматкропкавыя машыны з аднабаковай зваркай, на якіх адначасова зварваюць да 50 кропак у хвіліну.
Кропкавыя машыны вырабляюць з радыяльным і прамалінейным перасоўваннем верхняга электрода.
Разнавіднасцю кропкавай зваркі з'яўляецца рэльефная зварка, пры якой загадзя выштамповваюць у лісце выступы ў месцах, якія падлягаюць зварцы. Лісты закладваюць у прэс, падводзяць ток, і метал хутка расплаўляецца ў месцах судотыку выступаў.
Маюцца машыны для кропкавай зваркі, у якіх ток падаецца з перапынкамі паміж асобнымі імпульсамі. Такія машыны маюць спецыяльныя перарывальнікі току, якія працуюць па загадзя зададзеным рэжыме і забяспечваюць зварку металу значнай таўшчыні, павялічваюць тэрмін працы электродаў, ухіляюць магчымасць загартоўкі металу.
§ 18. Шоўная зварка
Шоўны (ролікавай) зваркай зварваюць розныя вырабы з тонкай ліставай сталі і каляровых металаў і сплаваў. Ролікавая зварка - разнавіднасць кропкавай зваркі, пры якой кропкі ядра перакрываюць адна адну і ствараюць суцэльнае шво; замест стрыжневых электродаў ужываюць электроды ў выглядзе ролікаў, якія коцяцца па шве.
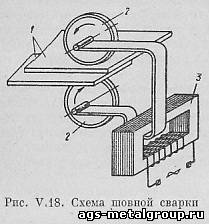 Пры шовной зварцы (мал. 18) якія зварваюцца дэталі 1 змяшчаюць паміж двума якія верцяцца ролікамі (электродамі) 2, праз якія паступае ток ад трансфарматара 3 для нагрэву і расплаўленні металу. Гэтымі ж ролікамі праводзіцца асадка нагрэтага металу пры руху ўздоўж шва. Таўшчыня зварваных лістоў павінна быць у сярэднім 0,3 - 3 мм. Пры зварцы лістоў таўшчынёй 2 ± 2 мм са хуткасцю 0,8 - 1,0 м/мін сціск ролікаў дасягае да 450 кг/мм² (4500 Мпа), працягласць імпульсу току 0,16 - 0,24 сек, працягласць паўзы 0,08 - 0,12 сек.
Ужываюць два асноўных спосабу шовной зваркі - з бесперапыннай падачай току і з перарывальнікам. Найбольшае прымяненне мае зварка з прерывателями, якая забяспечвае сталасць працэсу і высокую якасць злучэння. Пры такой зварцы ролікі бесперапынна перамяшчаюцца, круцячыся з сталай хуткасцю, а ток падаецца з перапынкамі паміж асобнымі імпульсамі, якія здзяйсняюцца пры дапамозе ігнітронных прерывателей.
Асобныя кропкі (ядры), якія ўтвараюць шво, перакрываюць адзін аднаго не менш за на палову іх даўжыні, прычым даўжыня асобнай кропкі вагаецца ў межах 3 - 8 мм.
Маюцца разнастайныя канструкцыі шовных машын, якія адрозніваюцца размяшчэннем ролікаў. У машынах для падоўжнай зваркі ролікі круцяцца ўздоўж кансоляў машыны, а ў машынах для папярочнай зваркі ролікі круцяцца ў плоскасці, перпендыкулярнай восі кансоляў.
|