Зварка з'яўляецца прагрэсіўным тэхналагічным працэсам, якія забяспечваюць атрыманне зварных злучэнняў высокай якасці дзякуючы наяўнасці дзейсных сродкаў кантролю для вызначэння якасці зваркі і стварэнню механізмаў, якія дазваляюць аўтаматызаваць працэс зваркі.
Многія складаныя дэталі машын (цыліндры турбін, шківы, рамы і інш.) вырабляюцца сварналітымі, у выніку чаго паскараецца працэс вырабу дэталяў, значна памяншаецца выдатак металу, павялічваецца якасць дэталяў і змяншаецца іх сабекошт.
У наш час адказныя агрэгаты, якія падвяргаюцца знакапераменнай і ўдарнай (дынамічнай) нагрузкам, як карпусы судоў, паравыя катлы, аўтаклавы, масты і інш., вырабляюцца з дапамогай зваркі замест раней ужывальнай клёпкі для злучэння лістоў.
КЛАСІФІКАЦЫЯ І ХАРАКТАРЫСТЫКА СПОСАБАЎ ЗВАРКІ
§ 1. Фізічная сутнасць працэсаў, якія адбываюцца пры зварцы
Зваркай называецца працэс нераздымнага злучэння металаў пры іх збліжэнні на адлегласць дзеяння сіл міжатамнага счаплення.
Зварку вырабляюць з нагрэвам металаў і без нагрэву, з мясцовым расплаўленнем (зварка плаўленнем) і без расплаўлення (зварка ціскам).
Пры зварцы з давядзеннем беражкоў зварваных металаў да расплаўлення, звычайна суправаджаецца увядзеннем расплаўляемага электрода або асадкавага прутка, адбываецца перамешванне вадкага металу ў зварачнай ванне. Крышталізацыя металу ванны сумесна з аплаўленымі беражкамі выраба дазваляе атрымліваць трывалае злучэнне.
Для атрымання зварных злучэнняў ціскам неабходна пластычная дэфармацыя металу. Пры гэтым вялікае значэнне мае мясцовы нагрэў дэталей, якія зварваюцца, і ўздзеянне на іх адпаведнай знешняй сілы. Пры нагрэве цвёрдасць металу паніжаецца, метал пераходзіць у цестападобны стан, якое спрыяе неабходным пластычным дэфармацыям. У выніку гэтых дэфармацый павялічваецца пляц судотыку зварваных дэталяў, руйнуюцца плёнкі вокіслаў, адбываецца шчыльны судотык ювенільных (чыстых) паверхняў, і дасягаецца добрая якасць зваркі.
Для ўсталявання ў месцы зварнога злучэння металічнай сувязі, атамы неабходна зблізіць на такую ж адлегласць, на якой яны знаходзяцца ўнутры металу, каб забяспечыць міжатамнае іх счапленне. Паверхні металаў маюць забруджванні або акісленыя плёнкі, якія перашкаджаюць счапленню атамаў. Таму неабходна паверхні зварваных дэталяў папярэдне чысціць ад забруджванняў і ў шматлікіх выпадках ужываць падчас зварак розныя сродкі абароны ці дадатковай ачысткі, інэртныя газы, адмысловыя пакрыцці - флюсы для абароны металаў ад акіслення і паніжэнні тэмпературы плаўлення вокіслаў для перакладу іх у вадкі дзындра.
У залежнасці ад спосабу зваркі ў метале адбываюцца працэсы пластычнай дэфармацыі ці расплаўленні, якія суправаджаюцца адукацыяй раствораў, хімічных злучэнняў, працэсаў крышталізацыі з вадкага стану і інш.
Працэс дыфузіі пры зварцы з падагрэвам металу спрыяе пашырэнню зоны зваркі за рахунак дыфузійнага перасоўвання атамаў, у выніку чаго ствараецца трывалае злучэнне альбо пры разнастайных злучэннях з'яўляюцца далікатныя праслойкі. Асабліва вялікае значэнне на трываласць зварнога злучэння пры зварцы плаўленнем мае крышталізацыя. Звычайна зварное шво пры зварцы плаўленнем мае літую структуру, часам змененую наступнымі нагрэву. У сувязі з высокім нагрэвам металу пры зварцы плаўленнем можна атрымаць крупнозерністой літую структуру, якая выклікае ў шэрагу выпадкаў пагаршэнне ўласцівасцяў зварнога злучэння. Пры зварцы плаўленнем лёгкаплаўкіх металаў для паляпшэння структуры металу рэкамендуецца ўводзіць у зварачную ванну мадыфікатар, які спрыяе адукацыі новых цэнтраў крышталізацыі, у сувязі з чым трываласць зварнога шва значна павялічваецца. Пры зварцы тугаплаўкіх металаў мадыфікатары, як правіла, менш дзейсныя.
Метал, які знаходзіцца паблізу выкананага шва, перажывае структурныя змены з прычыны тэмпературнага ўздзеяння на яго падчас зваркі. Пры зварцы часта мае месца акісленне, азатаванне металу, выгаранне якія легуюць прымешак у расплаўленым метале. Часам з-за наяўнасці ў абалонцы электрода адпаведных матэрыялаў працякаюць працэсы легіравання і раскісленні.
Асаблівасці металургічных працэсаў пры зварцы з'яўляюцца вельмі высокія тэмпературы і кароткачасовасць усіх працэсаў.
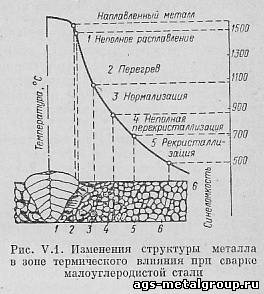 На мал. 1 прыведзены структурныя ператварэнні ў зоне тэрмічнага ўплыву. Наплаўлены метал (участак 0 - 1) мае дендрітную столбчатую структуру з-за павольнага зацвярдзення. Па меры памяншэння нагрэву металу структура яго становіцца больш дробназярністай, у выніку чаго павышаюцца механічныя ўласцівасці. Участак няпоўнага расплаўлення (1 - 2), датыкаючыся з наплаўленым металам з прычыны высокага нагрэву, мае крупнозерністой структуру. Участак перагрэву (2 - 3) мае яшчэ даволі буйныя зерні, якія памяншаюць пластычнасць металу. На ўчастку нармалізацыі (3 - 4) структура атрымліваецца дробназярністай з падвышанымі механічнымі ўласцівасцямі асноўнага металу ў параўнанні з металам, не якія падвергліся нагрэву.
§ 2. Асноўныя спосабы зваркі
У прамысловасці ўжываюць разнастайныя спосабы зваркі, якія па выглядзе энергіі, выкарыстоўванай для нагрэву металу, можна аб'яднаць у тры асноўныя групы: зварка з выкарыстаннем хімічнай энергіі; электрычная зварка; зварка з выкарыстаннем механічнай энергіі.
Па стане металу падчас зваркі спосабы падзяляюцца на зварку плаўленнем і зварку ў пластычным стане з наступным дэфармаваннем. У залежнасці ад выгляду механізавання працэсу адрозніваюць зварку ручную, паўаўтаматычную і аўтаматычную.
Акрамя асноўных найболей распаўсюджаных спосабаў, ужываюць таксама адмысловыя выгляды зваркі: ультрагукавую, трэннем, ціскам, электроннапрамянёвую і інш.
Пры зварцы з выкарыстаннем хімічнай энергіі неабходнае цяпло ўтвараецца за кошт хімічных рэакцый. Ніжэй разглядаюцца віды хімічнай зваркі.
Кавальска-гарнавая зварка. Якія зварваюцца сталёвыя дэталі награваюць да высокай тэмпературы 1300 - 1350' З, насыпаюць на якія зварваюцца паверхні сухой кварцавы пясок і зноў падвяргаюць нагрэву да высокай тэмпературы. Адбываецца хімічнае злучэнне тугаплаўкіх вокіслаў металу і вокісы крэмнія, у выніку чаго ўтворыцца сілікат - лёгкаплаўкі флюс у выглядзе вадкай дзындры. Такім спосабам забяспечваецца выдаленне з паверхні дэталяў акісленых палон, якія перашкаджаюць злучэнню металу пры зварцы. Затым зварваюцца дэталі накладваюць сябар на сябра і пад ударам молата ці кавадлы адбываюцца выдушванне дзындры са стыку і зварка. Такі выгляд зваркі ўжываецца ў наш час малаважна і толькі пры зварцы дробных дэталяў.
Тэрмітная зварка.Пры тэрмітнай зварцы для нагрэву ўжываюць парашкападобную гаручую сумесь - тэрміт, які ўяўляе сабой механічную сумесь парашкоў алюмінія і жалезнай акаліны. Пры згаранні тэрмітнай сумесі развіваецца тэмпература да З000 З, адбываецца расплаўленне канцоў зварваных дэталяў. Пасля зацвярдзення металу забяспечваецца трывалае злучэнне дэталей. Тэрмітная зварка ўжываецца пры рамонтных працах, асабліва ў палявых умовах, пры зварцы трамвайных рэек і інш.
Для зваркі тонкіх вырабаў (тэлеграфных і тэлефонных правадоў) ужываюць магнітны тэрміт - парашкападобную сумесь металічнага магнію і жалезнай акаліны. Магніевы тэрміт вырабляецца прасаваннем у выглядзе цыліндрычных шашак з восевым каналам для пропуску провада. Пры згаранні тэрміта атрымліваецца трывалае злучэнне ў выглядзе запечанай сітаватай вокісу магнію, прасякнутай жалезам і яго вокісламі.
Газавая зварка.Гэты від зваркі мае значнае прымяненне. Зварка ажыццяўляецца за кошт цяпла, які ўтвараецца пры згаранні гаручага газу (звычайна ацэтылену) у кіслародзе. Адбываецца расплаўленне беражкоў зварваных дэталяў, а таксама асадкавага прутка. Пасля зацвярдзення металу атрымліваецца трывалае злучэнне. Пры газапрэсавай зварцы абзы зварваных дэталяў даводзяцца да пластычнага стану або да аплаўлення і затым здушваюцца.
Да відаў электрычнай зваркі адносяцца наступныя.
Электрадугавая зварка вугальнымі і металічнымі электродамі.Электраэнергія ператвараецца ў цеплавую пры адукацыі дугавога разраду паміж электродам і зварваным вырабам з вылучэннем вялікай колькасці цяпла, дзякуючы чаму аплаўляюцца беражкі зварваных дэталяў і расплаўляецца металічны электрод ці прысадачны пруток. Ужываецца электрадугавая зварка ручная, паўаўтаматычная і аўтаматычная.
Кантактная зварка. Пры кантактнай зварцы нагрэў металу да пластычнага стану ці да аплаўлення адбываецца за рахунак вылучэння цяпла пры мінанні току праз метал (закон Джоўля - Ленца).
Электрашлакавая зварка. Пры такой зварцы метал і флюс першапачаткова награваюцца дзякуючы адукацыі электрадугі пад пластом флюсу, а затым за кошт вылучэння цяпла пры праходжанні току ад электрода да зваранага вырабу праз расплаўлены флюс (дзындра).
§ 3. Віды зварных злучэнняў і швоў
Пры вырабе зварных канструкцый ужываюць наступныя асноўныя віды злучэння (мал. 2): стыкавыя (а), внахлестку (б), таўровыя (у), вуглавыя (г), прорезные (д) і отбортовкой беражкоў (е).
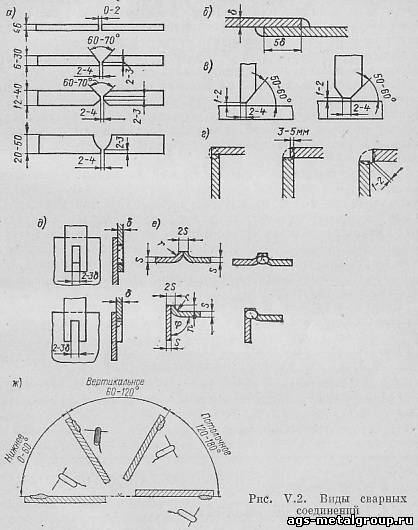 Пры зварцы ўсутыч у залежнасці ад таўшчыні зварванага металу яго падвяргаюць разробліванню для забеспячэння поўнага расплаўлення беражкоў зварваных вырабаў. Апрацоўкі беражкоў металу невялікай таўшчыні не патрабуецца, і беражкі стыкуюць з невялікім зазорам.
Пры вялікай таўшчыні металу - 6 - 80 мм, электродуговую зварку вырабляюць з V-вобразнай або Х-вобразнай разделкой беражкоў пад кутом 60 - 70' з разрэзам паміж зварваемымі вырабамі 2 - 4 мм для паляпшэння правару і прытупленнем 2 - 4 мм для папярэджання праплаўлення лістоў. Х-вобразную разделку беражкоў ужываюць для памяншэння дэфармацыі металу, што дасягаецца больш раўнамерным нагрэвам металу з прычыны сіметрычнасці шва, а таксама для эканоміі электродаў. У шэрагу выпадкаў мэтазгодна ўжываць крывалінейнае абрыс беражкоў, бо пры гэтым лягчэй вырабляць зварку і павялічваецца якасць зварнога злучэння. Пры V-вобразнай разделке беражкоў зварка кораня шва некалькі цяжкая.
Пры зварцы внахлестку вырабляюць перакрыцце беражкоў, прычым дакладнай апрацоўкі беражкоў не патрабуецца. Злучэнні внахлестку выконваюць кутнім швом. Для ўзмацнення злучэнняў внахлестку робяць проразі, шырынёй, роўнай 2 - 8 таўшчыням зварваных лістоў і заварваюць іх цалкам або абварваюць па перыметры.
Кутнія злучэнні любых таўшчынь за малым выключэннем выконваюць без разделки беражкоў. Для выгоды зваркі пры таўшчыні металу больш 10 мм якія зварваюцца беражкі ссоўваюць на 3-5 мм. Электрадугавую зварку з выкарыстаннем отбортованных беражкоў вырабляюць пераважна вугальным ці вальфрамавым электродам. Зварку отбортованных беражкоў вырабляюць таксама аргона-дугавой, газавай і электрычнай кантактнай зваркай. Перад зваркай неабходна забяспечыць шчыльнае прыляганне зварваных участкаў.
Зварку тавровых і крыжападобных злучэнняў вырабляюць з разделкой беражкоў і без яе ў залежнасці ад таўшчыні металу і патрабаванняў у стаўленні трываласці.
Па становішчы шва пры зварцы швы падпадзяляюцца (мал. 2, ж) на ніжнія, вертыкальныя і потолочные. Швы, якія накладаюцца пры вертыкальным становішчы дэталяў па гарызанталі, завуць гарызантальнымі.
|