§ 8. Фармовачная прылада, прыстасаванні і опоки
Выраб формаў - асноўная і найболей складаная аперацыя, ад якой у значнай меры залежыць якасць адліўкі. У адзінкавым і дробнасерыйнай вытворчасці формы вырабляюцца ўручную, а ў серыйнай і масавай - на машынах.
Пры выкарыстанні хутказменнага мадэльнага аснасткі формы рацыянальна вырабляць на машынах нават у адзінкавай і дробнасерыйнай вытворчасці.
Пры вырабе формаў фармоўшчык павінен мець мінімальны набор фармовачнай прылады і прынад: пнеўматычныя і ручныя шлягі для ўшчыльнення фармовачнай сумесі; прасавання для загладжвання формаў, прарэзкі сілкавальнікаў і шлакаулавіцеляў; карасікі для прарэзкі вузкіх сілкавальнікаў; двухканцовыя лыжачкі для аздаблення ўвагнутых паверхняў і паглыбленняў; гаплікі для выдалення з глыбокіх паражнін пакінутых часціц сумесі, востраканцовыя і шрубавыя ўздымы для вымання мадэлі з полуформ і т. д.
Ападкі ўяўляюць сабою цвёрдыя рамкі, у якіх ушчыльняецца фармовачная сумесь пры вырабе ліцейных формаў. Апокі маюць бурцікі для ўтрымання формы. Сценкі опак робяць з адтулінамі для памяншэння іх вагі, выдаленні газу з формы і для лепшага счаплення фармовачнай сумесі з опокой. Плоскасці опак павінны быць струганымі.
Апакі падзяляюцца на суцэльналітыя, скрутныя і зварныя. Па канфігурацыі адрозніваюць прастакутныя, фасонныя і круглыя апокі. У адзінкавай вытворчасці прымяняюцца пераважна прамавугольныя апокі (мал. III.7).
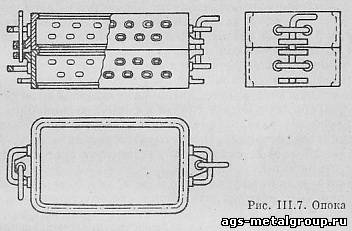 Дробныя і сярэднія зварныя опоки выконваюць з адмысловага профільнага пракату, палос і лістоў, буйныя зварныя опоки- з асобна адлітых сталёвых сценак, якія зварваюцца ці злучаюцца нітамі. Рэбры вырабляюць з паласавога жалеза і ўмацоўваюць у опоке пры дапамозе зваркі або нітамі. Апокі забяспечваюцца вушкамі, у якіх прасвідроўваюцца адтуліны для ўсталёўкі загваздак. У буйных апоках, якія маюць перасек сценак у выглядзе швелера, адтуліны для цэнтравальных загваздак свідруюць у паліцах падоўжных сценак.
Спарванне опак вырабляецца пры дапамозе кантрольных загваздак, вырабленых з сталі 45 і загартаваных да параўнальна высокай цвёрдасці, што засцерагае іх ад зносу.
§ 9. Літнікавыя сістэмы
Літнікавай сістэмай завецца шэраг злучаных паміж сабой у вызначанай паслядоўнасці элементаў - каналаў, праз якія сплаў з залівальнай прылады (каўша) паступае ў паражніну ліцейнай формы. Выпоры і прыбыткі таксама з'яўляюцца часткай літнікавай сістэмы.
У ліцейнай вытворчасці шлюб з-за няправільнай літнікавай сістэмы вельмі значны.
Правільная канструкцыя літнікавай сістэмы павінна забяспечваць бесперапынную падачу сплава ў форму; яе спакойнае і плыўнае запаўненне; улоўліванне дзындры і іншых неметалічных уключэнняў; стварэнне накіраванага зацвярдзення знізу - уверх; мінімальны выдатак сплава на літнікавую сістэму (уключаючы выпоры і прыбыткі).
У залежнасці ад вышыні падводу металу ў формы адрозніваюцца наступныя канструкцыі літніковых сістэм: гарызантальныя; метал падводзіцца ў форму па раздыме; верхнія (спрошчаная літніковая сістэма) - метал заліваецца непасрэдна праз стаяк; дажджавыя - метал падводзіцца ў форму зверху праз вялікую колькасць дробных сілкавальнікаў; сіфон - метал запаўняе форму знізу праз адзін або некалькі сілкавальнікаў; ярусныя- метал падводзіцца ў форму на некалькіх узроўнях.
Падвод харчавання па раздыме формы шырока ўжываецца для розных машынабудаўнічых адлівак, якія вырабляюцца з любых сплаваў, калі вышыня падзення вадкага сплава ў ніжняй паўформе не перавышае 250 мм. Такі спосаб сілкавання таксама ўжываецца для плоскіх адлівак (пліт, рам, брусаў і інш.).
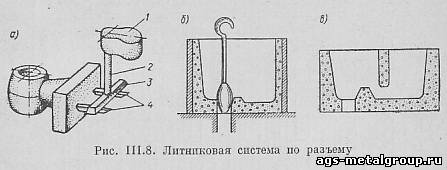
Нармальная літніковая сістэма, якая ўжываецца пры падводзе харчавання па раздыме, паказана на мал. 111.8, а. Літнікавая чара 1 з'яўляецца прымачом, у які вадкі метал паступае з разлівачнага каўша. Пры заліванні неабходна імкнуцца хутка запаўняць чару і падтрымліваць у ёй метал на высокім узроўні, чым будзе забяспечана затрыманне дзындры ў чары. Стаяк 2 уяўляе сабой вертыкальны канал, які звужваецца дадолу; па гэтым канале метал паступае ў шлакаулоўнік 3. Шлакаулоўнік размешчаны ў верхняй паўформе і служыць для затрымлівання дзындры, неметалічных уключэнняў і падводу металу да пажыўнікаў 4 (кароткім каналам), якія падводзяць сплаў да паражніны формы.
 Для адлівак круглай формы (напрыклад, шасцерняў, шківаў, поршні і т. п.) з шэрага чыгуну і сплаваў на меднай аснове ўжываецца тангенцыйны (па датычнай) фурманак сплава. Тангенцыйны фурманак надае сплаву пры паступленні ў форму круцільны рух, дзякуючы чаму больш шчыльны і чысты сплаў знаходзіцца ў вонкавым пласце.
Для разлівання сталі ўжываюцца адмысловыя стопорные каўшы, якія ўхіляюць трапленне дзындры ў форму. Таму літнікавыя сістэмы для сталёвага ліцця не маюць складаных шлакаулоўлівальных прылад і літнікавыя чары замяняюцца варонкамі. Для сярэдніх і буйных сталёвых адлівак літнікавыя каналы выконваюцца ў керамічных трубках. Пры вытворчасці сталёвых адлівак ужываюцца сіфонны і ступеністы падводы металу ў форму, а таксама падвод па раздыме, калі ніжняя форма мае невялікую вышыню.
Да дробных і плоскіх адлівак сплаў падводзіцца па раздыме формы, а для памяншэння ўдару бруі металу, затрыманні дзындры і часткова вокіслаў усталёўваюць пад стояк сетку з трывалай стрыжневай сумесі з адтулінамі дыяметрам 3 - 5 мм. Пры вырабе складаных адлівак ужываюць літнікавую чару з коркам (мал. 111.8, бы) або з перагародкай (мал. 111.8, у).
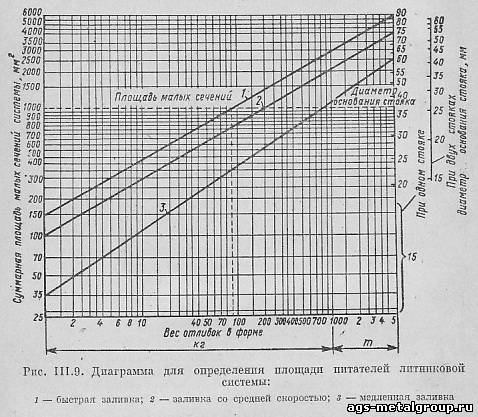
Выбар літнікавай сістэмы. Пры разліку памераў элементаў литниковой сістэмы вызначаюць хуткасць залівання, памеры чары ці варонкі, пляц малых перасекаў (сілкоў), перасекі шлакаулоўніка і стаяка. Звычайна вызначаюць памеры літнікавай сістэмы па даведніках ліцейшчыка або карыстаюцца дыяграмай (мал. III.9).
 Пры выбары спосабу і месцы падводу металу да адліўкі варта кіравацца агульнымі правіламі для ўсіх ліцейных сплаваў:
1) падводзіць сілкаванне ў форму такім чынам, каб выключыць магчымасць размыву сценак формы і выступоўцаў яе частак (стрыжняў ці дурняў);
2) не размяшчаць сілкавальнікі ў непасрэднай блізкасці ад халадзільнікаў;
3) канструкцыя літнікавай сістэмы павінна прадугледжваць запаўненне прыбыткаў гарачым металам для больш эфектыўнага іх дзеяння.
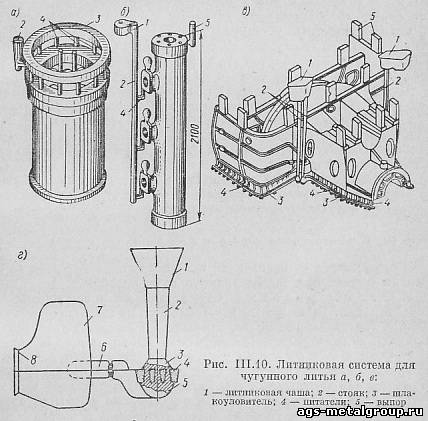
Шэры чыгун валодае добрымі ліцейнымі ўласцівасцямі. Аднак і пры выкарыстанні гэтага сплава першараднае значэнне мае правільны выбар канструкцыі літнікавай сістэмы. Так, паражніны формаў адлівак тыпу буйных утулак, барабанаў і т. п. заліваюцца праз дажджавую літнікавую сістэму (мал. III.10, а), размешчаную над паражніной формы, праз сілкавальнікі дыяметрам 6 - 12 мм.
Сіфонныя і ярусныя літнікавыя сістэмы (мал. III.10, 6) ужываюцца пры вырабе высокіх адлівак, калі фурманак металу зверху можа выклікаць размыў формы і значнае распырскванне металу. Для вырабу буйных складаных адлівак прымяняецца заліванне металу праз разгалінаваную літнікавую сістэму (мал. III.10, в).
 Белы малоуглеродистый чыгун, які ўжываецца для адлівак з каванага чыгуну, мае параўнальна паніжаную вадкацякучасць, вялікае ўсаджванне і схільнасць да адукацыі гарачых і лядоўняў расколін. Вялікае ўсаджванне адлівак падчас іх зацвярдзення робіць неабходнай усталёўку бакавых прыбыткаў у мясцовых патаўшчэнняў.
Тыповая літніковая сістэма для адлівак з каванага чыгуну прыведзена на мал. 111.10, г. Яна складаецца з літнікавай чары 1 стояка 2, верхняга металапрыёмніка 3, фільтравальнай сеткі 4, ніжняга металапрыёмніка 5, літніковага ходу 6, бакавой прыбытку 7 і шыйкі 8, якая прымыкае непасрэдна да адліўкі. Для сілкавання частак адліўкі, выдаленых ад літнікавай сістэмы, робяцца зліўныя бабышкі, па форме аналагічныя прыбыткі, прыведзенай на малюнку. Каб паскорыць астуджэнне асоба масіўных частак адліўкі, ужываюць халадзільнікі.
Выпоры, прыбыткі і халадзільнікі. Выпоры служаць для выдалення газаў і неметалічных уключэнняў з паражніны формы і сігналізуюць аб канцы працэсу залівання.
Пры заліванні буйных танкасценных адлівак з вялікай колькасцю стрыжняў праз выпор перапускаецца метал і пры гэтым часткова выдаляюцца неметалічныя ўключэнні і газы. Лік выпораў залежыць ад памераў і канфігурацыі адлівак. У выпадку выраба дробных і сярэдніх адлівак можна абмежавацца ўсталёўкай аднаго выпор, а для буйных адлівак ставяць два-тры выпор і больш. Перасек выпору звычайна ў 1,5 - 2 разы перавышае перасек стаяка.
Для выраба плоскіх адлівак усталёўваецца адводны выпор на канцы адліўкі, размешчаны процілегла да сілкавальнікаў. Калі адліўка мае фасонную паверхню, выпор усталёўваюць непасрэдна на самай высокай частцы адліўкі.
Варта пазбягаць усталёўкі выпоров на масіўных частках адліўкі, бо гэта прыводзіць да адукацыі пад выпорам усаджвальнай ракавіны, у сувязі з тым што адносна тонкі выпор астывае хутчэй масіўнай часткі і сілкуецца за рахунак адліўкі.
Пры вырабе адлівак са сплаваў, схільных да адукацыі ўсаджвальных ракавін (алюмініевыя і магніевыя сплавы, сталь), а таксама буйных адлівак з шэрага чыгуну звычайна на верхніх і тоўстых частках адліўкі ўсталёўваюць прыбыткі, праз якія метал запаўняе ўнутраныя паражніны, якія ўтвараюцца пры ўсаджванні дубяне.
Прыбыткі павінны быць масіўнымі і дубянее ў апошнюю чаргу. Пры гэтых умовах ракавіны засяродзяцца ў прыбытках, а адліўка атрымаецца шчыльнай без заган.
§ 10. Класіфікацыя спосабаў фармоўкі
У залежнасці ад прызначэння і матэрыялу, з якога выраблены формы, яны падзяляюцца на наступныя.
1. Формы разавыя служаць для вырабу толькі адной адліўкі. Такія формы вырабляюцца з пяшчана-гліністай сумесі і дзякуючы таннасці, прастаце і шпаркасці выраба з'яўляюцца самымі распаўсюджанымі ў ліцейнай вытворчасці.
2. Формы паўпастаянныяужываюцца для выраба сярэдніх і буйных адлівак простай канфігурацыі (барабаны для тэкстыльных і папераробных машын, изложницы, буйныя пліты і т. п.). Полупостоянные формы вырабляюцца з высокоогнеупорной сумесі, якая складаецца галоўным чынам з шамота, гліны і кварцавага пяску. Такія формы вытрымліваюць ад 30 да 50 залівак з невялікім прамежкавым рамонтам пасля кожнага залівання.
3. Формы пастаянныя прымяняюцца ў серыйнай і масавай вытворчасці; вырабляюцца з чыгуну і сталі.
У залежнасці ад стану пры заліванні адрозніваюць волкія, сухія, павярхоўна подсушиваемые і хімічна якія цвярдзеюць формы.
Волкія формымаюць наступныя добрыя якасці: скарачэнне цыклу выраба адлівак; павышэнне прадукцыйнасці пры фармоўцы і выбіванні патанненне кошту і інш. Нараўне з гэтым волкім формам уласцівыя некаторыя недахопы: падвышаная вільготнасць, газатворнасць і недастатковая трываласць, што прыводзіць да адукацыі дэфектаў ліцця ў выглядзе пяшчаных і газавых ракавін, ужимин, часам прыгару і т. п.
Сухія формыужываюць для сярэдніх і буйных адлівак са значнымі па вазе стрыжнямі, вялікім аб'ёмам працы па аздабленні і зборцы формаў. Добра прасушаная форма, пакрытая ахоўным пластом супрацьпрыгарнай фарбы і мелая высокую газапранікальнасць, прадухіляе адукацыю пригара, ужимин, газавых і пяшчаных ракавін і іншых унутраных і вонкавых дэфектаў. Аднак варта паказаць, што пры выкарыстанні сухіх формаў даўжэе цыкл вырабу адлівак, павялічваецца парк опак, зніжаецца з'ем ліцця з вытворчых пляцаў, з'яўляецца запатрабаванне ў буйных сушыльных печах.
У склад абліцавальнага пласта фармовачнай сумесі павярхоўна подсушиваемых формаў уводзяцца хуткацвярдзельныя рэчывы: мацавальнікі СП, СБ і КТ. Працягласць сушкі скарачаецца ў 10 - 15 раз у параўнанні са звычайнымі сухімі формамі.
Фармоўка ў гліне па цэгле мае месца пры адзінкавай вытворчасці буйнагабарытных адлівак.
§ 11. Фармоўка ў глебе
Фармоўка ў глебе прымяняецца для адзінкавай вытворчасці адлівак сярэдніх і буйных габарытаў пры адсутнасці парных опак патрэбных памераў і ў выпадку эканамічнай немэтазгоднасці вырабу новых опак.
Для адлівак, мелых плоскую паверхню, якая не падвяргаецца механічнай апрацоўцы (напрыклад, пліты для насцілу, опоки, каркасы стрыжняў і падобныя адліўкі), найболей падыходным спосабам з'яўляецца фармоўка ў глебе ў адчыненую, а для адлівак з фасоннай верхняй паверхняй ужываецца фармоўка пад опокой.
Такі выгляд фармоўкі ўжываецца таксама для адлівак, якія падвяргаюцца механічнай апрацоўцы.
Пры фармоўцы ў глебе найболей адказнай аперацыяй з'яўляецца падрыхтоўка ніжняй часткі формы - пасцелі. Для дробных адлівак ужываецца мяккая пасцеля, пры фармоўцы ж буйных цяжкіх адлівак у пазбяганне праціскання падставы пасцелі і з мэтай падвышэння газапранікальнасці формы робіцца цвёрдая пасцеля. Падрыхтоўка цвёрдай пасцелі - працаёмкая аперацыя, і таму імкнуцца выкарыстаць адну і тую ж пасцелю некалькі разоў. Звычайна для цвёрдай пасцелі ў цэху адводзіцца адмысловая пляцоўка.
|