§ 19. Плаўка сталі ў электрадугавых печах
Больш за здавальняючая атмасфера электрычных печаў і высокія тэмпературы дазваляюць выплаўляць у іх сталі высокай якасці з нізкім утрыманнем шкодных прымешак, шлакавых уключэнняў і газаў. У электрычных печах выплаўляюць у асноўным высакаякасныя інструментальныя, нержавеючыя, цеплатрывалыя, гарачатрывалыя, шарыкападшыпнікавыя сталі і інш.
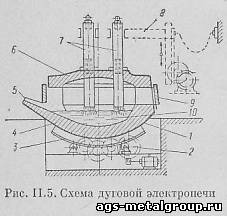
Для выплаўлення сталі найболей часта выкарыстоўваюцца электрадугавыя печы, у якіх электрычная дуга ўзбуджаецца паміж графітаванымі ці вугальнымі электродамі і металічнай шыхтай (дуга прамога дзеяння). Схема прылады дугавой электрапечы з трыма электродамі прыведзена на мал. 11.5. Яна складаецца з зварнога кажуха 1, мелага форму цыліндру з выгінатай авальнай падставай, футроўкі 4, здымнага ці які адварочваецца збору 6, які складаецца з металічнага каркаса з дынасавай або хромомагнезитовой футроўкай. Збор мае тры адтуліны, праз якія праходзяць электроды 7, утрымоўваныя і аўтаматычна перасоўваныя па вертыкалі электрододержателями з дапамогай механізму 8, кіраванага рэгулятарам. Дуга ўзбуджаецца паміж электродамі 7 і металічнай шыхтай 10. Печ на апорных станінах 3 і роліках.
Печы сілкуюцца трохфазным пераменным токам праз трансфарматар магутнасцю да 40000 ква і больш, які паніжае напругу да 130 - 300 у. У шыхту печаў уводзяць сталёвы крышан, легаваныя адыходы, чыгун, флюс (вапняк, плавікавы шпат), жалезная руда, легавальныя дадаткі і раскісляльнікі. Шыхта ў электрадугавыя печы загружаецца зверху з дапамогай балеі з адкрываным дном або грэйферам. Дробныя печы загружаюцца шыхтай праз загрузнае акно.
Плаўка сталі ў асноўных электрадугавых печах.Плаўка вырабляецца з поўным акісленнем прымешак, з частковым іх акісленнем ці зусім без акіслення - метадам пераплаву. Першы метад дазваляе выплаўляць сталь з найменшым утрыманнем шкодных прымешак, апошні (спрошчаны) не забяспечвае атрыманні такой сталі і яна атрымліваецца больш забруджанай прымешкамі і вадародам. Плаўка ў электрапечы з поўным акісленнем прымешак складаецца з запраўкі пода, завалкі шыхты, плаўленні, акісляльнага і аднаўленчага перыядаў і выпуску сталі. Электрычны ток уключаецца пасля запраўкі пода і завалкі шыхты. Ужыванне кіслароду скарачае перыяд плаўлення на 10 - 15%. У перыяд плаўлення амаль цалкам акісляюцца крэмній, алюміній, тытан і часткова марганец, вуглярод і фосфар. Дзындра ў канцы перыяду плаўлення змяшчае каля 40% СаО, 20% SiO2, 8% MnO, 12% FeO і да 1% Р2О5. Мэтай акісляльнага перыяду з'яўляецца далейшае акісленне прымешак (вугляроду, марганцу, хрому і інш.), максімальнае выдаленне фосфару і газаў, а таксама нагрэў металу. Акісленне вырабляецца за кошт асадак у печ руды ці падачы кіслароду. Па расплаўленні шыхты ў печ прысаджваюць руду і вапна і выдаляюць атрыманы дзындра, які змяшчае фосфар. Для больш поўнага выдалення фосфару наводзяць і выдаляюць другі дзындра. Утрыманне фосфару змяншаецца да 0,01 - 0,012%.
У працэсе кіпення сталі ў акісляльным перыядзе ўтрыманне вугляроду зніжаецца, выдаляюцца азот і вадарод, а таксама сера. Акісляльны перыяд сканчаецца выдаленнем акісляльнай дзындры. У аднаўленчым перыядзе вырабляюцца раскісленне металу, выдаленне серы і канчатковая даводка хімічнага складу сталі. Перш у ванну ўводзяць ферромарганец і кокс або электродны бой, даводзяць утрыманне марганца і вугляроду да патрабаванага, наводзяць дзындра падвышанай асноўнасці (уводзяць у печ 70% вапны, 15% плавикового шпата і 15% шамотнага бою) і прыступ. сталі пад белым або карбідным дзындрай.
Пасля даводкі хімічнага складу і раскісленні метал выпускаюць з печы. У асноўных электродуговых печах выплаўляюць легаваныя і высоколегированные сталі для зліткаў, а таксама для фасонных адлівак.
Плаўка сталі ў кіслых электрадугавых печах. Плаўка сталі ў кіслых электрадугавых печах адрозніваецца больш высокай прадукцыйнасцю (працягласць плаўлення менш), малодшымі выдаткамі электраэнергіі (на 30 - 40%) і вогнеўпораў. Пры кіслым працэсе карэкціроўка складу металу больш складаная, расходуецца большая колькасць ферасплаваў і прад'яўляюцца падвышаныя патрабаванні па абмежаванні ўтрымання ў шыхце серы і фосфару. Асаблівасць плаўлення ў кіслай электрадугавой печы заключаецца ў самараскісленні металу крэмніем, які перад гэтым ва ўмовах высокай тэмпературы аднаўляецца жалезам і вугляродам з кремнезема футроўкі печы. Пры выплаўленні высакаякасных сталей часцей за ўсё ўжываецца дыфузійнае раскісленне металу (праз дзындра). У кіслых печах выплаўляюцца вугляродзістыя і нізкалегіраваныя сталі для адлівак.
§ 20. Тэхніка-эканамічныя паказчыкі працы электрадугавых печаў
Прадукцыйнасць электрадугавых печаў у значнай меры залежыць ад ёмістасці печаў, якая вагаецца ў межах 0,5 - 180 т і больш. Прадукцыйнасць сярэдніх асноўных печаў складае 12 - 15 т/суткі на кожныя 1000 ква магутнасці трансфарматара печы. Выдатак электраэнергіі ў печах сярэдняй ёмістасці складае 650 - 750 квт•ч/т (2,34 - 2,7 кДж/г), выдатак графітаваных электродаў 6,5 кг/т.
Прадукцыйнасць электрычных дугавых печаў рэзка падвышаецца за рахунак ужывання кіслароду, які падаюць пад ціскам у 8 - 12 ат (0,8 - 1,2 Мпа) жалезнымі трубамі праз завалочные вокны прама ў метал або праз збор печаў водаахаладжанай фурмай на паверхню дзындры. Плаўку можна таксама паскорыць ужываннем электрамагнітнага мяшання металу з дапамогай статараў, усталёўваных пад днамі печаў. Памяншэнне прастояў печаў і інтэнсіфікацыя цеплавога рэжыму печы часта дасягаецца ўжываннем для збудавання збораў больш устойлівых магнезітахрамітавых вогнетрывалых цэглы замест дынасавых.
§ 21. Плаўка сталі ў індукцыйных печах
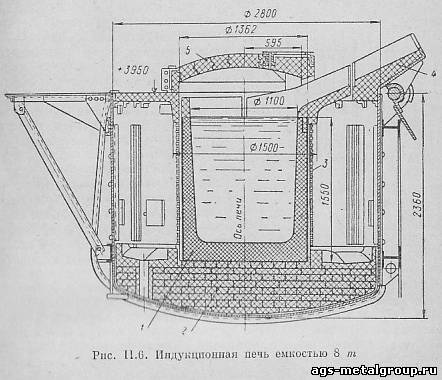
Індукцыйныя электрычныя печы выкарыстоўваюцца для выплаўлення высакаякасных сталей і сплаваў са адмысловымі ўласцівасцямі. Цяпло для атрымання высокіх тэмператур атрымліваецца ў выглядзе джоўлявага цяпла, які выдаткоўваецца ў цвёрдым і вадкім метале за кошт віхравых токаў, индуктируемых пульсавалым электрамагнітным полем. Апошняе ствараецца індуктарам (першаснай шпулькай), сілкаваным токам высокай частаты (100 кгц – 10 Мгц) ад высокачашчыннага генератара. Прылада буйной індукцыйнай печы ёмістасцю 8 т прыведзена на мал. II.6. Печ складаецца з тыгля 1 з асноўнай футроўкай, індуктара 3, выкананага з меднай трубкі ў выглядзе саленоіда. Усярэдзіне індуктара цыркулюе вада, а на яго корпус падаецца ток высокай частаты. Печ мае фуціроўку 2, здымны збор 5 і зліўны шкарпэтку 4. Плаўка ў індукцыйных печах вядзецца як у паветраным асяроддзі, так і ў вакууме. У выпадку плаўлення ў вакууме выпуск сталі з печы, заліванне яе ў изложницу і эвакуацыя зліткаў з печы вырабляецца таксама ў вакууме. Выплаўленьне сталі ў вакууме дае магчымасць рэзка павысіць яе якасць. Плаўка сталі ў індукцыйных печах вядзецца метадам пераплаву. Адсутнасць у гэтых печах вугальных электродаў, якія вырабляюць науглероживание металу, дазваляе выплаўляць у іх низкоуглеродистые сталі з мінімальнай колькасцю неметалічных уключэнняў і газаў, асабліва пры плаўленні сталі ў вакууме, у кантраляванай ці нейтральнай атмасферы. У вакуумных індукцыйных печах выплаўляюць высоколегированные цеплатрывалыя, гарачатрывалыя і канструкцыйныя сталі і сплавы з адмысловымі ўласцівасцямі. Плаўка сталі ў індукцыйных печах вядзецца метадам пераплаву. Адсутнасць у гэтых печах вугальных электродаў, якія вырабляюць науглероживание металу, дазваляе выплаўляць у іх низкоуглеродистые сталі з мінімальнай колькасцю неметалічных уключэнняў і газаў, асабліва пры плаўленні сталі ў вакууме, у кантраляванай ці нейтральнай атмасферы. У вакуумных індукцыйных печах выплаўляюць высоколегированные цеплатрывалыя, гарачатрывалыя і канструкцыйныя сталі і сплавы з адмысловымі ўласцівасцямі. Плаўка сталі ў індукцыйных печах вядзецца метадам пераплаву. Адсутнасць у гэтых печах вугальных электродаў, якія вырабляюць науглероживание металу, дазваляе выплаўляць у іх низкоуглеродистые сталі з мінімальнай колькасцю неметалічных уключэнняў і газаў, асабліва пры плаўленні сталі ў вакууме, у кантраляванай ці нейтральнай атмасферы. У вакуумных індукцыйных печах выплаўляюць высоколегированные цеплатрывалыя, гарачатрывалыя і канструкцыйныя сталі і сплавы з адмысловымі ўласцівасцямі.
§ 22. Дугавая вакуумная плаўленне з выдаткоўваным электродам
Уплыў на якасць сталі футроўкі і атмасферы печы, электродаў і іншых фактараў выключаецца пры плаўленні пад вакуумам (або ў ахоўнай атмасферы) у медным тыгле. Для астуджэння тыгля ў сценках яго цыркулюе вада. Схема такой плавільнай усталёўкі прыведзена на мал. 11.7.
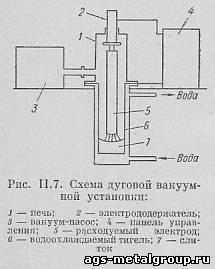
У печ з вакуумам падвешваецца выдаткоўваны (які падлягае пераплаўленню) электрод, які складаецца з сталёвай нарыхтоўкі, папярэдне выплаўленай у звычайнай электрапечы. Хімічны састаў металу электрода адпавядае хімічнаму саставу металу, які выплаўляецца, але змяшчае прымесі і газы, ад якіх ён вызваляецца ў працэсе пераплаўкі ў вакууме. Часам электроды, якія ўяўляюць сабой шыхту для дугавой вакуумнай плаўлення, атрымліваюць спяканнем брыкетаў або парашкоў адпаведнага складу. Печы сілкуюцца сталым токам напругай каля 80 у. Шчыльнасць ужывальнага току складае каля 500 а/см² (5•10⁶ А/м²) перасекі злітка. Расходуемы электрод (шыхта) служыць катодам, а атрымоўваны ў водаахаладжаным медным тигле злітак вычышчанага металу - анодам. Паміж электродам і вадкім металам у тыгле ўтворыцца электрычная дуга, цеплыня якой забяспечвае бесперапыннае расплаўленне выдаткоўванага электрода. З вадкага металу ва ўмовах вакууму выдаляюцца газы і прымешкі. Такім спосабам атрымліваюць зліткі гарачатрывалых сплаваў, а таксама зліткі такіх металаў як малібдэн, тытан, цырконій і інш. .
§ 23. Электрашлакавы пераплаў сталі
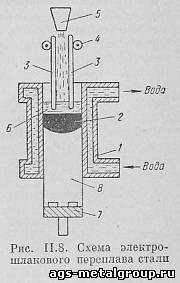
Спосаб электрошлакового пераплаву выдаткоўваных электродаў у водоохлаждаемом тыгле распрацаваны Інстытутам электразваркі ім. Я. А. Патона. Спосаб дазваляе вырабляць рафінаванне сталей без ужывання вакууму. Спрошчаная схема электрашлакавага пераплаву сталі прыведзена на мал. II.8. Якія плаваюцца электроды 3 з сталі, якая падлягае рафінаванню, у пачатку працэсу набліжаюцца да сухароў (выступаў) паддона 7. Пры падачы напругі паміж двума электродамі і сухарамі ўзнікаюць электрычныя дугі. За рахунак цяпла дуг флюс расплаўляецца і ўтворыць пласт дзындры 6. Па меры адукацыі пласта дзындры дастатковай таўшчыні электрычныя дугі знікаюць, і на працягу ўсяго працэсу пераплава цяпло ўзнікае за рахунак праходжання току праз пласт дзындры, мелага высокі электросопротивление. Дзындра пры гэтым пераграваецца да тэмпературы 2000' З. У перагрэтай дзындры метал электродаў расплаўляецца, чысціцца ад прымешак і ўтворыць пласт 2, хутка крышталізуецца ў водоохлаждаемом тыгле 1 з адукацыяй злітка 8. Па меры расплаўлення электродаў яны прасоўваюцца якая падае прыладай 4 зверху ўніз і разам з тым апускаецца і злітак 8. дазатара 5. Метал электродаў пасля расплаўлення ўзаемадзейнічае з моцна перагрэтай дзындрай. Адбываецца рафінаванне сталі. Утрыманне серы змяншаецца на 30 - 50%, а іншых шкодных прымешак у 2 - 3 разу. Сталёвы злітак электрошлакового пераплаву адрозніваецца адсутнасцю грубых маленькіх уключэнняў, высокай шчыльнасцю, чыстай паверхняй, адсутнасцю валасавін, расколін, часу і высокімі і аднастайнымі механічнымі ўласцівасцямі. Метадам электрашлакавага пераплаву вырабляецца сталь адмысловага прызначэння: шарыкападшыпнікавая,
§ 24. Камбінаваныя метады плаўлення сталі
Пры выплаўленні якасных і высакаякасных сталей у некаторых выпадках розныя перыяды плаўлення сталі ажыццяўляюцца ў двух сталеплавільных агрэгатах рознага тыпу. Напрыклад, акісленне прымешак чыгуну вырабляюць у кіслым канвертары, затым сталь выпускаюць у коўш, перавозяць і заліваюць у мартэнаўскую печ, у якой вырабляюць рафінаванне, даводку і раскісленне сталі. Працэсы такога тыпу носяць назву дуплекс-працэсаў.
|