Вогневая рэзка металаў і сплаваў
§ 37. Дугавая рэзка
Дугавая рэзка металу вырабляецца пастаянным або пераменным токам вугальнымі і металічнымі электродамі. Па якасці рэзу і па прадукцыйнасці дугавое рэзанне саступае кіслароднай; яе рэкамендуецца ўжываць галоўнай выявай для рэзання металу таўшчынёй не больш за 15 мм і пры магчымасці ў далейшым механічнай апрацоўкі беражкоў. Пры выкарыстанні сталага току з ужываннем вугальных (графітавых) электродаў прамой палярнасці якасць рэзу некалькі лепш, чым пры рэзанні пераменным токам. Для падвышэння ўстойлівасці дугі металічныя электроды пакрываюць абмазкай.
Рацыянальна ўжываць паветрана-дугавую рэзанне вугальным электродам дыяметрам 6 - 12 мм (пастаянным токам зваротнай палярнасці) з падачай паветра пад ціскам звыш 4 ат (0,4 Мпа) праз спецыяльны электрододержатель. Такі спосаб рэзання паляпшае выдаленне металу з рэзу і павялічвае прадукцыйнасць. Высокая прадукцыйнасць пры дугавой рэзцы дасягаецца пры выкарыстанні кіслароду замест паветра.
Дугавая рэзка ўжываецца таксама для рэзкі высоколегированных сталей, чыгуну і каляровых металаў і сплаваў.
Значнай прадукцыйнасці дасягаюць пры дыскавым рэзанні сталі таўшчынёй не больш за 20 - 30 мм; хуткасць рэзання складае да 70 - 100 м/ч (0,019 - 0,027 м/сек). Ток у некалькі тысяч ампер ад паніжальнага трансфарматара, праходзячы праз дыск да разразальнага металу, стварае магутны электрычны разрад, дзякуючы якому хутка награваецца метал. Дыск дыяметрам каля 1 м, які мае акруговую хуткасць 100 - 120 м/сек, мала награваецца, бо кожны пункт кружэлкі знаходзіцца ў зоне разраду вельмі кароткі час і затым астуджаецца ў навакольным халодным паветры.
§ 38. Газавае кіслароднае рэзанне
Кіслароднае рэзанне заснавана на ўласцівасці металаў і іх сплаваў згараць у бруі кіслароду з вылучэннем вялікай колькасці цяпла. Кіслароднага рэзання падвяргаюцца металы, якія маюць тэмпературу ўзгарання ў кіслародзе ніжэй тэмпературы свайго плаўлення, г. зн. калі метал гарыць у цвёрдым нерасплаўленым стане. Акрамя таго, тэмпература плаўлення вокіслаў металу, якія вылучаюцца пры рэзанні, павінна быць ніжэй тэмпературы плаўлення самага металу, што забяспечвае лёгкае выдзіманне вокіслаў з зоны рэзу. Метал не павінен мець высокую цеплаправоднасць для пазбягання астуджэння зоны рэзання.
Такім патрабаванням задавальняе жалеза і сталь з утрыманнем вугляроду да 0,7% і нізкалегаваныя канструкцыйныя сталі.
Тэмпература нагрэву маналітнага чыстага жалеза, пры якой пачынае гарэць жалеза, складае каля 1050'З. З павелічэннем утрымання вугляроду ў сталі тэмпература ўзгарання павялічваецца. Пры згаранні жалеза ў бруі кіслароду вылучаецца ў 6- 8 разоў больш цяпла, чым ад згарання ацэтылену ў бруі кіслароду. Рэзанне сталі таўшчынёй да 2 м вырабляюць ацэтылена-кіслародным полымем.
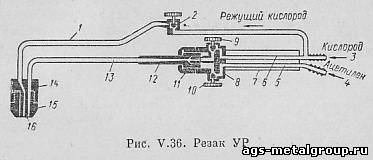 Для ручнога газакіслароднага рэзання металу шырока прымяняецца ўніверсальны разак УР (мал. 36). Ён адрозніваецца ад зварачнай гарэлкі тым, што мае дадатковы канал для рэжучай бруі кіслароду; складаецца з двух асноўных частак - ствала і наканечніка. Ствол мае дзяржальню 7, ніпелі для падводу ацэтылену 4 і кіслароду 3, трубкі ацэтыленавую 5 і кіслародную 6, корпус 8 з рэгулявальнымі вентылямі для ацэтылену 10 і кіслароду 9. Наканечнік складаецца з інжэктара 11, смесительной камеры 12 разака 14 са зменнымі унутраным (рэжучым) 16 і вонкавым (падагравальным) 15 муштукамі, трубкі рэжучага кіслароду 1 і вентыля 2. Такая канструкцыя разака ўжываецца таксама пры выкарыстанні пропано-бутанавых сумесяў і натуральнага газу.
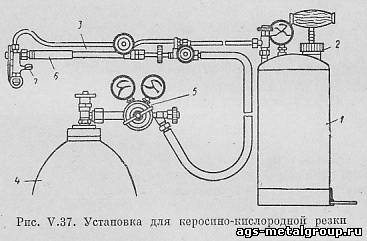 Рэзанне сталі ажыццяўляецца газарэзам з выкарыстаннем замест ацэтылену пары газы або бензіну. Усталёўка для газы-кіслароднага рэзання (мал. 37) складаецца з бачка 1 для газы ёмістасцю 5,5 л, помпы 2 для стварэння ціску ў бачку да 2 ат (0,2 Мпа), газарэза 3, і кіслароднага балона 4.
Кісларод паступае з балона праз рэдуктар 5 у змешальную камеру газагазу, у якой адбываецца змешванне кіслароду з парамі паліва. Вадкая газа падаецца пад ціскам з бачка ў выпарнік 6, запоўнены азбестам. Выпарнік падаграваецца полымем гаручай сумесі, якая выходзіць з муштука 7. Рэгуляванне падачы гаручай вадкасці і кіслароду ажыццяўляецца вентылямі.
Высокаўуглеродыстыя, высоколегированные сталі, чыгун, каляровыя металы і сплавы звычайна кіслароднаму рэзанню не падвяргаюцца з-за высокай тэмпературы ўзгарання і адукацыі тугаплаўкіх вокіслаў. Для іх рэзкі ўжываюць кіслароднае-флюсовое рэзанне, пры якой разам з рэжучым кіслародам у зону рэзу ўдзімаецца парашкападобны флюс, які складаецца з парашкоў жалеза і невялікай колькасці флюсаўтваральных матэрыялаў.
Жалезны парашок пры згаранні ў бруі кіслароду стварае дадатковае цеплавылучэнне, неабходнае для расплаўлення тугаплаўкіх вокіслаў, а якія флюсуюць матэрыялы пераводзяць вокіслы ў вадкі дзындра, які выдзімаецца з зоны рэзу рэжучай бруёй кіслароду. Для рэзкі чыгуну ў склад парашкападобнага флюсу ўводзяць каля 35% парашкападобнага ферафосфару, а для рэзання медзі і яе сплаваў да 25% алюмініевага парашка і 15% ферафосфару.
Кіслароднае рэзанне сталі, а таксама чыгуну і каляровых металаў пачынаюць з абзы дэталі, для чаго разаграваюць яе ацэтылена-кіслародным полымем да тэмпературы гарэння металу, пасля чаго ўключаюць падачу рэжучага кіслароду без адключэння ацэтылену; пры гэтым адбываецца гарэнне металу з вылучэннем значнай колькасці цяпла за кошт акісляльных рэакцый.
Якія ўтвараюцца вокіслы і дзындра выдзімаюцца з зоны рэзу рэжучым кіслародам. Пры рэзанні ўнутры контуру дэталі папярэдне прасвідроўваецца адтуліна дыяметрам, роўным шырыні рэзу.
Для павелічэння прадукцыйнасці пры рэзанні лістоў ужываюць пакетнае рэзанне. Лісты шчыльна сціскаюць адмысловымі прынадамі або шрубцынгамі і вырабляюць разрэзку адначасова ўсіх лістоў.
У металургічных цэхах шырока ўжываецца рэзка кіслароднай дзідай зацвярдзелага металу ў лятках плавільных печаў ці ў ліцейных каўшах. Кісларод прапускаюць праз сталёвую трубку, шчыльна прыціснутую да прожигаемому металу. Тарэц трубкі папярэдне награваюць. Адбываецца акісленне жалеза з вылучэннем вялікай колькасці цяпла, у выніку чаго зацвярдзелы метал расплаўляецца, часткова згарае і выдзімаецца.
Вырабляюць таксама павярхоўную кіслародную строжку металу, выдаляючы расплаўлены метал з часткі паверхні дэталі. Адмысловы разак выбірае канаўку шырынёй 15 - 50 мм, глыбінёй 2 - 20 мм са хуткасцю 1,5 - 10 м/мін.
Акрамя ручнога рэзання ўжываюць аўтаматычную, а таксама паўаўтаматычную з выкарыстаннем адмысловых станкоў, якія забяспечваюць дакладнае перасоўванне разака па прамой, па крузе або крывой у адпаведнасці з контурам выразанай нарыхтоўкі.
Разак у дакладнасці ўспрымае пры рэзанні металу перасоўванне капірнага пальца па шаблоне, які вырабляецца з малоуглеродистой сталі. Хібнасці атрымоўваных памераў не перавышаюць 0,3 - 0,5 мм. Аўтамат забяспечвае чыстую паверхню рэзу. Асабліва рацыянальна выкарыстоўваць аўтамат пры серыйнай і масавай вытворчасці для выразкі аднолькавых дэталяў з мінімальнай механічнай апрацоўкай.
Падводныя рэзанне і зварку металаў ажыццяўляюць электрадугавым, электракіслародным і газа-кіслародным спосабамі.
Пры электродуговой рэзанні і зварцы ўжываюць металічныя электроды, пакрытыя адмысловай абмазкай і воданепранікальным лакам. Электрадугавую рэзку. вугальнымі электродамі выкарыстоўваюць рэдка.
Канец пласта абмазкі ўтворыць казырок (чахол) на канцы электрода, які абараняе яго ад траплення вады і павялічвае ўстойлівасць газавай бурбалкі вакол зварачнай дугі.
Для электрадугавой падводнай рэзкі металаў ужываюць значную сілу току (800 - 1000 а).
|