АПРАЦОЎКА НА ФРЭЗЕРНЫХ СТАНКАХ
§ 30. Фрэзераванне і асноўныя тыпы фрэз
Фрэзераванне - адзін з высокапрадукцыйных і распаўсюджаных спосабаў апрацоўкі металаў рэзаннем.
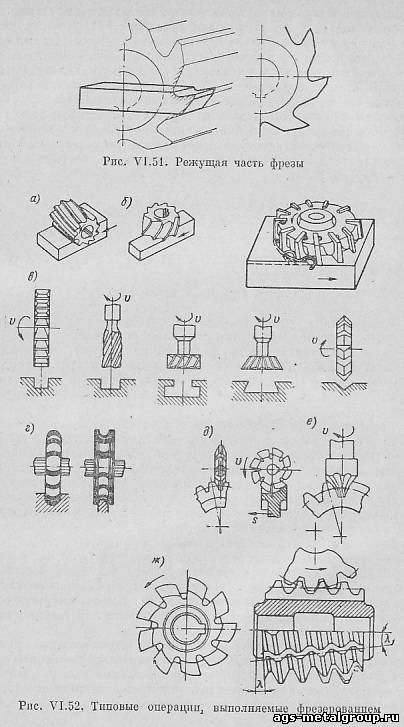
Фрэза ўяўляе сабой рэжучую прыладу, які валодае некалькімі зуб'ямі, прычым кожны з іх можна разглядаць як разец (мал. 51). Пры фрэзераванні галоўны (круцільны) рух ажыццяўляе фрэза, а рух падачы - нарыхтоўка, радзей фрэза.
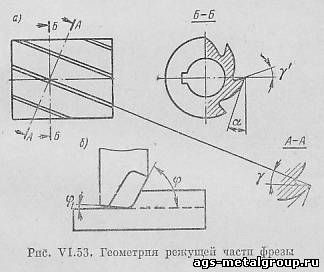
Фрэзераваннем вырабляецца апрацоўка плоскасцяў, паз, фасонных паверхняў, разрэзка металу. Маюцца фрэзы для апрацоўкі тэл кручэння, разьбярстваў і зуб'яў зубчастых колаў. Асноўныя тыпавыя аперацыі, якія выконваюцца фрэзераваннем з ужываннем рознага тыпу фрэз, паказаны на мал. 52.
Па канструкцыі фрэзы падзяляюцца на наступныя:
а ) суцэльныя, якія вырабляюцца цалкам з высакаякаснага інструментальнага матэрыялу;
б ) напайные, якія вырабляюцца з канструкцыйных сталей, прычым на працоўныя часткі зуб'яў напоиваются пласцінкі з высакаякасных інструментальных матэрыялаў. Гэтыя фрэзы больш працаёмкія ў вырабе, меней трывалыя, але больш эканамічныя. Напайные звычайна вырабляюцца фрэзы сярэдніх памераў, абсталяваныя пласцінкамі з хуткарэзнай сталі або цвёрдых сплаваў;
в ) наборныя, якія складаюцца з корпуса, які вырабляецца з легаванай канструкцыйнай сталі, і ўстаўных хуткарэзных або цвёрдасплаўных зуб'яў-нажоў, якія замацоўваюцца ў корпусе фрэзы механічнымі сродкамі (клінамі, штыфтамі і т. д,). Наборнымі вырабляюцца буйныя фрэзы.
Па прызначэнні фрэзы падзяляюцца на наступныя тыпы: цыліндрычныя (мал. 52, а) і кантавыя (мал. 52, бы) для апрацоўкі плоскасцей; дыскавыя, канцавыя, пазовые і вуглавыя (мал 52, в) для апрацоўкі канавак і паз; фасонныя для апрацоўкі фасонных паверхняў (мал. 52, г); модульныя дыскавыя (мал. 52, д) і пальцавыя (мал. 52, е) для апрацоўкі зуб'яў зубчастых колаў.
На спецыяльных фрэзерных (зубарэзных) станках выкарыстоўваюць чарвячныя фрэзы (мал. 52, ж), а на спецыяльных разьбафрэзерных - разьбовыя.
§ 31. Элементы фрэз
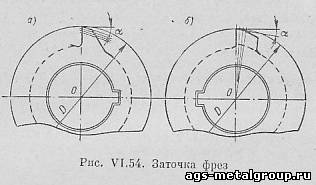
Фрэза складаецца з корпуса (цела) і рэжучых зуб'яў. Кожны рэжучы зуб фрэзы мае такія ж элементы і куты, як і разец. Геаметрычныя элементы рэжучай часткі фрэзы паказаны на мал. 53, а.
Галоўны пярэдні кут γ разглядаецца ў плоскасці, звычайнай да галоўнай рэжучай абзы і праходзілай праз дадзеную кропку (сячэнне А - А). Часам пярэдні кут задаецца ў плоскасці, звычайнай да восі фрэзы, γ'. Для фрэз з хуткарэзнай сталі пярэдні кут прымаецца ў межах 10 - 20˚. Галоўны задні вугал α разглядаецца ў плоскасці, нармальнай да восі фрэзы (сячэнне Б - Б). Часам задні кут задаецца ў нармальным сячэнні да галоўнай рэжучай абзы αn. Для фрэз з хуткарэзных сталей αn вагаецца ў межах 10 - 30˚.
Тарцовыя фрэзы характарызуюцца таксама кутамі ў плане (мал. 53, бы) і кутом нахілу галоўнай рэжучай абзы. Галоўны кут у плане φ часцей за ўсё роўны 60˚. Дапаможны кут у плане φ₁ для кантавых фрэз складае 2 - 10˚. Вугал нахілу галоўнага рэжучага канта ў кантавых цвёрдасплаўных фрэз λ = 0 ÷ + 15˚.
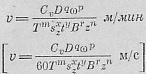
Заточванне фрэз вырабляецца па перадпакоі або задняй паверхні. Фрэзы, востраныя па задняй паверхні (мал. 54, а), маюць плоскую (прямозубые фрэзы) або цыліндрычную (шрубавыя фрэзы) заднюю паверхню і завуцца фрэзамі з востраканцовым зубам. Гэтыя фрэзы простыя ў вырабе і лёгка ператочваюцца. Акрамя таго, па меры ператочвання трываласць зуба павялічваецца.
У фрэз, востраных па перадпакоі паверхні (мал. 54, бы), задняя паверхня выканана па архімедавай спіралі, што дазваляе захоўваць профіль зуба пры ім ператочванні. Аднак трываласць зуб'яў пры гэтым змяншаецца. Такія фрэзы называюцца фрэзамі з затылаваным зубам.
Фасонныя, модульныя і разьбовыя фрэзы робяцца звычайна з патыліраванымі зуб'ямі, астатнія - з востраканцовымі.
§ 32. Элементы рэзання
Пры фрэзераванні, таксама як і пры іншых відах апрацоўкі, рэжымы рэзання характарызуюцца скорасцю рэзання, велічынёй падачы і глыбінёй рэзання, а акрамя таго, шырынёй фрэзеравання В (мал. 55).

Хуткасцю рэзання υ пры фрэзераванні завецца акруговая хуткасць найболей выдаленых кропак рэжучых зуб'яў фрэзы. Яна можа быць вылічана па формуле:

дзе D - вонкавы дыяметр фрэзы ў мм; n - лік абарачэнняў фрэзы ў хвіліну.
Эксперыментальныя даследаванні паказваюць, што ў агульным выпадку хуткасць рэзання, якая дапускаецца рэжучымі ўласцівасцямі фрэзы, можа быць падлічана па наступнай формуле:
дзе Cυ - каэфіцыент, які характарызуе механічныя ўласцівасці металу; D - дыяметр фрэзы ў мм; Т - устойлівасць фрэзы ў мін; Sz - падача на адзін зуб фрэзы ў мм/зуб; t - глыбіня рэзання ў мм; У - шырыня фрэзеравання ў мм; z - лік зуб'яў фрэзы; ω - кут нахілу шрубавай канаўкі фрэзы; r, n, q, p, m, x, y – паказчыкі ступеняў (выбіраюцца ў залежнасці ад тыпу фрэзы).
Значэнні каэфіцыента Cυ і паказчыкаў ступеняў прымаюцца па адпаведных даведніках.
Пласт металу, які здымаецца за адзін праход фрэзы, завецца глыбінёй рэзання t. Яна вымяраецца ў мм (мал. 55).
Велічыня перасоўвання дэталі адносна восі фрэзы завецца падачай S.
Пры фрэзераванні адрозніваюць тры значэнні падач: падача на зуб Sz - велічыня перасоўвання нарыхтоўкі адносна фрэзы за час яе павароту на адзін зуб (у мм/зуб); падача на абарачэнне So - велічыня перасоўвання нарыхтоўкі адносна фрэзы за адзін яе абарачэнне (у мм/аб); хвілінная падача Sm - хуткасць перасоўвання нарыхтоўкі адносна фрэзы (у мм/мін).
Падачы пры фрэзераванні звязаныя паміж сабой наступнай залежнасцю; Sm = Son = SzZ · n мм / мін, дзе z - лік зуб'яў фрэзы; n - лік абарачэнняў фрэзы ў хвіліну.
Таўшчыня стружкі пры фрэзераванні - велічыня пераменная. Кожны зуб фрэзы выконвае працу толькі падчас малаважнай часткі абарачэння; большую частку абароту ён праходзіць не ўдзельнічаючы ў працэсе рэзання. Пры гэтым зуб астуджаецца, што дадатна ўплывае на яго ўстойлівасць. Для працягу стружкообразования зуб павінен ізноў уразацца ў які зразаецца пласт.
Калі кірункі кручэння фрэзы і перасоўванні нарыхтоўкі не супадаюць (мал. 56, а), нагрузка на зуб павялічваецца паступова, бо таўшчыня зрэзу змяняецца ад нуля пры ўваходзе зуба ў апрацоўваны метал да максімуму пры вынахадзе зуба з металу. Такі метад фрэзеравання завецца сустрэчным фрэзераваннем. Зуб працуе з-пад скарынкі, надломвае і выкідвае яе з зоны рэзання, што вельмі важна пры апрацоўцы дэталяў, мелых ліцейную скарынку або акаліну. Недахоп сустрэчнага фрэзеравання складаецца ў тым, што высілак рэзання р, накіраванае ўверх, імкнецца адарваць дэталь ад стала, што пры вялікіх перасеках зрэзу прыводзіць да вібрацыі і пагаршэнню чысціні паверхні.
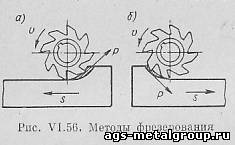
Калі кірункі кручэння фрэзы і перасоўванні нарыхтоўкі супадаюць (мал. 56, бы), зуб адразу падвяргаецца максімальнай нагрузцы. Высілак рэзання Р прыціскае загатоўку да стала. Вялікая забруджанасць і цвёрдасць скарынкі прыводзяць у гэтым выпадку да рэзкага зніжэння ўстойлівасці фрэзы. Але пры адсутнасці скарынкі, як паказала практыка, гэты спосаб фрэзеравання, званы спадарожным, забяспечвае вялікую ўстойлівасць фрэзы, лепшую чысціню апрацаванай паверхні і малодшы выдатак магутнасці. Аднак спадарожнае фрэзераванне магчыма толькі на тых станках, якія маюць адмысловыя прылады для ўхілення зазору ў пары шруба - гайка.
Максімальная таўшчыня стружкі (таўшчыня зрэзу) αmах у абодвух выпадках роўна αmах = Sz sinψ, дзе ψ - вугал кантакту фрэзы з дэталлю (мал. 55).
Плошчай сячэння стружкі Fmax называецца здабытак шырыні фрэзеравання на максімальную таўшчыню стружкі Fmax = Bαmax = BSz sinψ
§ 33. Сілы рэзання і магутнасць
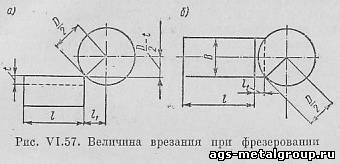
Асноўны час пры фрэзераванні (мал. 57) вызначаецца па формуле:
дзе Ь - агульная даўжыня праходу фрэзы ў напрамку падачы ў мм; l - даўжыня фрэзераванай паверхні ў мм; l₁ - шлях уразання фрэзы ў мм; l₂ - перабег фрэзы ў мм; Sm - хвілінная падача ў мм/мін; Sz - падача на адзін зуб у мм; z - лік зуб'яў фрэзы; n - лік абарачэнняў фрэзы ў хвіліну.
Велічыня ўразання пры фрэзераванні цыліндрычнай фрэзай (мал. 57, a) вызначаецца па формуле l₁ = √t(Dt), дзе t - глыбіня рэзання ў мм; D - дыяметр фрэзы ў мм.
Велічыня ўразання пры сіметрычным фрэзераванні кантавой фрэзай (мал. 57, бы) вызначаецца па формуле l₁ = 0,5(D-√D²-В²), дзе Ў - шырыня фрэзераванай паверхні.
Велічыня пераходу l₂ бярэцца ад 1 да 5 мм у залежнасці ад дыяметра фрэзы.
Падчас фрэзераванняў на кожны зуб фрэзы дзейнічаюць сілы рэзання, кірунак і велічыня якіх розныя ў залежнасці ад характару фрэзеравання і кірункі падачы. Для прямозубой цыліндрычнай фрэзы сумарную раўнадзейную сілу супраціву зразальнага пласта R можна раскласці на датычную або акруговую Pz і радыяльную Py або гарызантальную Ph і вертыкальную Pυ (мал. 58) складнікі.
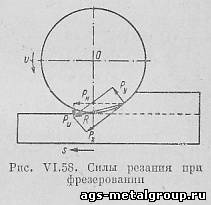
Пры фрэзераванні фрэзай з шрубавым зубам утворыцца яшчэ восевая складнік, кірунак якой залежыць ад кірунку спіралі фрэзы.
Акруговая сіла рэзання Pz вызначаецца па формуле:

дзе Cp - каэфіцыент, які характарызуе матэрыял і ўмовы апрацоўкі; t - глыбіня фрэзеравання ў мм; Sz - падача на адзін зуб фрэзы ў мм; У - шырыня фрэзеравання ў мм; z - лік зуб'яў фрэзы; D - дыяметр фрэзы ў мм.
Па тангенцыйным высілку Pz вызначаюць крутоўны момант на шпіндзелі станка:

дзе D - дыяметр фрэзы ў мм.
Па круцячы момант можна вызначыць магутнасць, выдаткоўваную на рэзанне, і вырабіць разлік шпіндзеля і фрэзернай апраўкі на трываласць.
|