§ 34. Фрэзерныя станкі
Ёсць розныя тыпы фрэзерных станкоў.
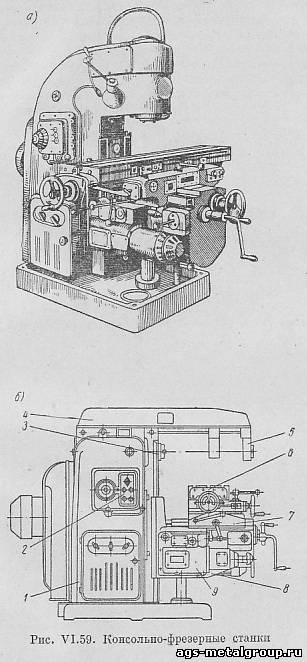 Кансольна-фрэзерныя станкі. Гэта найболей распаўсюджаны тып фрэзерных станкоў, прызначаны для апрацоўкі дэталяў невялікіх габарытаў (найбольшы памер стала кансольна-фрэзернага станка 400 Х 600 мм). Сталы гэтых станкоў сумесна з апрацоўванай дэталлю могуць перамяшчацца ў трох узаемнаперпендыкулярных напрамках.
У залежнасці ад канструкцыі кансольна-фрэзерныя станкі падпадзяляюцца на наступныя:
а) вертыкальныя, у якіх шпіндзель размешчаны вертыкальна (мал. 59, а);
б) гарызантальныя з гарызантальным размяшчэннем шпіндзеля (мал. 59, б);
в) універсальныя; якія маюць таксама гарызантальнае размяшчэнне шпіндзеля, але адрозныя ад гарызантальна-фрэзерных станкоў тым, што стол можна паварочваць пад кутом да шпіндзеля ў межах: + - 45 ° (у гарызантальнай плоскасці);
г) шырокауніверсальныя, забяспечаныя паваротным сталом і паваротнай шпіндзельнай галоўкай, якую можна паварочваць у двух узаемна перпендыкулярных плоскасцях.
Станкі падобнай канструкцыі прызначаюцца галоўнай выявай для інструментальных цэхаў.
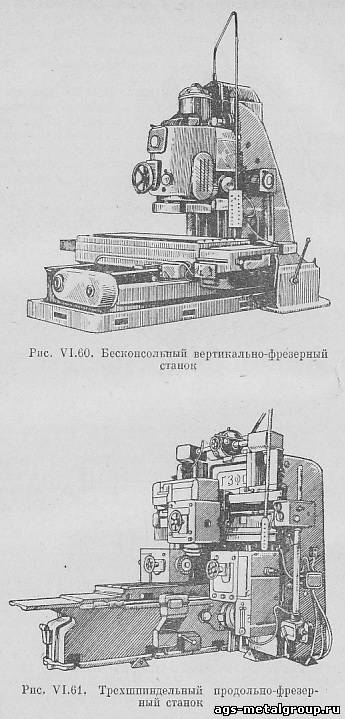 Бескансольна-фрэзерныя станкі. У станкоў гэтага тыпу (мал. 60) стол перамяшчаецца на нерухомай станіне ў падоўжным і папярочным кірунках. Вертыкальнае перамяшчэнне мае сама шпіндзельная бабка. Станкі прызначаны для апрацоўкі параўнальна буйных дэталяў. Айчыннае машынабудаванне выпускае толькі вертыкальныя бескансольна-фрэзерныя станкі. Бескансольна-фрэзерныя станкі шырока выкарыстоўваюцца для хуткаснага фрэзеравання плоскасцей на нарыхтоўках карпусных дэталяў з вялікім прыпускам на апрацоўку. Яны могуць наладжвацца на аўтаматычны цыкл: працоўная падача - хуткі зваротны ход - стоп. У некаторых канструкцыях гэтага тыпу пры зваротным ходзе стала фрэза аўтаматычна адводзіцца ад апрацаванай паверхні, каб не пашкодзіць яе.
Падоўжна-фрэзерныя станкі.У падоўжна-фрэзерных станкоў стол мае толькі падоўжнае перасоўванне; вертыкальнае і папярочнае перасоўванні ажыццяўляюцца фрэзернымі бабкамі. Станкі гэтага тыпу могуць быць: аднашпіндзельныя гарызантальныя; двухшпіндзельныя гарызантальныя; двухшпіндзельныя вертыкальныя; трохшпіндзельныя; чатырохшпіндзельныя.
Падоўжна-фрэзерныя станкі прызначаны для апрацоўкі буйнагабарытных ці для адначасовай апрацоўкі некалькіх дэталяў значных памераў і вагі. - На мал. 61 паказаны трохшпіндзельны падоўжна-фрэзерны станок.
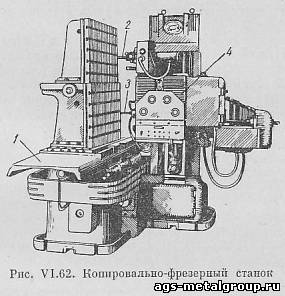 Капіявальна-фрэзерныя станкі. Капіравальна-фрэзерныя станкі (мал. 62) прызначаны для апрацоўкі фасонных паверхняў па шаблоне (капіру). Найбольшае распаўсюджванне яны знайшлі пры вытворчасці штампаў. Сучасныя капіявальна-фрэзерныя станкі маюць электрычную, гідраўлічную або камбінаваную сачыльную сістэму.
Механічныя сачыльныя сістэмы выкарыстоўваюцца ў невялікіх капіявальна-фрэзерных станках для гравіравальных работ або для фрэзеравання па капірах складаных паверхняў дробных дэталяў, дакладнасць апрацоўкі якіх абмяжоўваецца межамі адхіленняў 0,1 - 0,2 мм.
Апрацоўка аб'ёмных паверхняў вырабляецца гарызантальнымі ці вертыкальнымі радкамі. Падчас працы станка капіявальны палец 2 прыціскаецца да капіра (з высілкам 150 - 200 Г). Пры змене велічыні гэтага намаганні ў капіявальна-фрэзернай галоўцы ўзнікаюць электрычныя сігналы, якія кіруюць рухам працоўных вузлоў станка і, такім чынам, фрэзы 3.
Пры апрацоўцы гарызантальнымі радкамі стала 1 паведамляецца бесперапынная падача. Пасля праходжання аднаго радка шпіндзельная, бабка 4, якая нясе фрэзу, і капіравальны палец, аўтаматычна перамесцяцца ў вертыкальным кірунку на шырыню радка. Па канчатку вертыкальнага перасоўвання бабкі на велічыню радкі стол перамяшчаецца ў зваротным кірунку і адбываецца апрацоўка другога радка і т. д. Працэс апрацоўкі дэталі радкамі аўтаматычна працягваецца датуль, пакуль палец не абыйдзе ўсю паверхню капіра, а фрэза не прайграе яго форму на паверхні нарыхтоўкі .
Пры апрацоўцы вертыкальнымі радкамі бесперапынная падача (вертыкальная) паведамляецца шпіндзельнай бабцы. Пасля праходжання кожнага вертыкальнага радка перасоўванне на шырыню радка ажыццяўляецца сталом.
Фрэзерныя станкі бесперапыннага дзеяння.На станках гэтага тыпу здым апрацаваных дэталяў і замацаванне нарыхтовак вырабляюцца без прыпынку станка.
Адрозніваюць некалькі тыпаў фрэзерных станкоў бесперапыннага дзеяння.
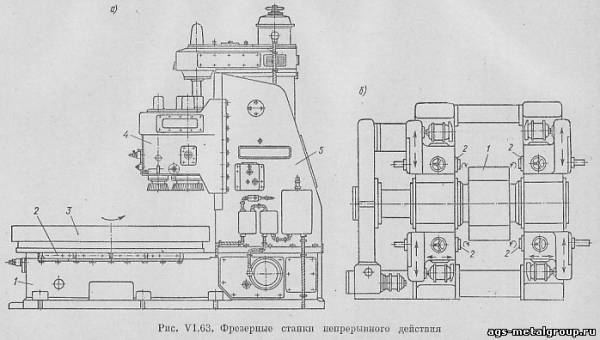 Фрэзерныя станкі карусельнага тыпу , якія маюць круглы стол з вертыкальнай воссю кручэння і вертыкальны шпіндзель (мал. 63, а). Рух працоўнай падачы на гэтых станках ажыццяўляецца павольным кручэннем стала 3, на працоўнай паверхні якога бліжэй да перыферыі замацоўваюцца апрацоўваныя дэталі. Устаноўка і зняцце дэталей праводзяцца на хаду станка.
Пры наладзе станка санкі стала 2 (мал. 63, а) можна перамяшчаць уздоўж накіроўвалых станіны 1 у кірунку стойкі 5 станка, а шпіндзельную бабку 4 - уверх і ўніз па вертыкальных накіроўвалых. Акрамя таго, шпіндзель можа вылучацца са шпіндзельнай бабкі.
Айчынныя карусельна-фрэзерныя станкі выпускаюцца са сталом дыяметрам 750 - 2000 мм.
Станкі могуць мець адну і некалькі фрэзерных галовак, прычым у кожнай з іх можа быць па адным або некалькі працоўных шпіндзеляў. Карусельна-фрэзерныя станкі падобна такарна-карусельнымі выконваюцца аднастоечнымі і двухстоечнымі.
Высокая прадукцыйнасць станкоў абумовіла іх шырокае прымяненне ва ўмовах буйнасерыйнай і масавай вытворчасці. Калі ўсталёўваць на станку некалькі розных прынад, іх можна з поспехам выкарыстоўваць у серыйнай вытворчасці для апрацоўкі адначасова некалькіх розных нарыхтовак ці розных паверхняў адной нарыхтоўкі.
Барабанна - фрэзерныя станкі, якія маюць барабаны з гарызантальнай воссю кручэння. На гранях барабана замацаваны дэталі (мал. 63, б). Шпіндзельныя вузлы 2 замацаваныя на вертыкальных стойках. Барабан 1 шасці-ці васьмігранны (дыяметрам 2000 мм) атрымлівае павольнае кручэнне (0,04 - 0,08 аб/мін), якое з'яўляецца на гэтых станках рухам кругавой працоўнай падачы. Дзякуючы павольнаму кручэнню барабана можна ўсталёўваць дэталі і здымаць іх на ходу станка.
Гэтыя станкі могуць быць аднашпіндзельнымі і шматшпіндзельнымі і мець адну ці некалькі фрэзерных галовак.
Барабанна-фрэзерныя станкі адрозніваюцца высокай прадукцыйнасцю і прымяняюцца ў асноўным на прадпрыемствах буйнасерыйнай і масавай вытворчасці.
§ 35. Універсальна-фрэзерны станок 6Н82
Універсальны кансольна-фрэзерны станок мадэлі 6Н82 прызначаны для фрэзеравання разнастайных дэталяў цыліндрычнымі дыскавымі, кутнімі, фасоннымі, кантавымі фрэзамі і інш. На гэтым станку можна апрацоўваць плоскасці, пазы, куты, шасцярні і т. п. Пры фрэзераванні шасцерняў дэталяў патрабавальных перыядычнага павароту дэталі вакол сваёй восі, ужываецца дзялільная галоўка.
На мал. 59, бы паказаны агульны выгляд станка 6Н82. Станок складаецца з наступных вузлоў: станіны 1 (скрынчатай формы), у якой змантаваныя скрынка хуткасцяў і кіраванне гэтай скрынкай 2, шпіндзельнага вузла 3, хобата 4 з падвескай 5, служэлай для падтрымання шпіндзельных фрэзерных аправак, кансолі 8, папярочных санак 7 6 і прывада падачы 9.
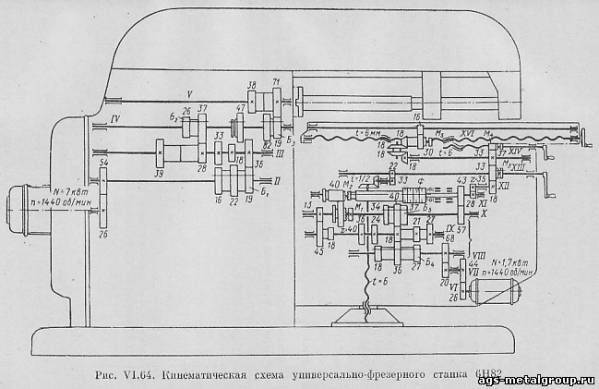 Кінематычная схема станка. Ад фланцавага электрарухавіка магутнасцю 7 квт рух перадаецца валу скрынкі хуткасцяў. Праз пару зубчастых колаў 26 - 54 (мал. 64), нерухома якія сядзяць на валах, кручэнне перадаецца на вал II. На вале II перамяшчаецца трайны блок Б₁. У залежнасці ад становішча блока Б₁ вал III атрымлівае кручэнне альбо праз зубчастыя колы 19 – 36, альбо праз зубчастыя колы 22 – 33, або праз зубчастыя колы 16 – 39 (тры розных хуткасці). На вале IV перамяшчаюцца два падвойных блокі Б₂ і Б₃ і слізгальнае зубчастае кола 47. Уводзячы па чарзе ў зачапленне зубчастыя колы 26, 37 і 47, можна атрымаць на вале IV дзевяць розных лікаў абарачэнняў. Перамыкаючы падвойны блок Б₃ можна перадаць валу V (шпіндзелю) васемнаццаць розных лікаў абарачэнняў.
Прывад падач ажыццяўляецца ад асобнага фланцавага электрарухавіка магутнасцю 1,7 квт, змантаванага ў кансолі. Ад вала электрарухавіка праз зубчастыя колы 26 - 44, вал VII, зубчастыя колы 20 - 68 рух перадаецца на вал VIII. З вала VIII на вал IХ, пераключаючы рухомы трайны блок Б₄ можна перадаць тры розныя лікі абаротаў. Пераключаючы рухомы трайны блок Б₅, атрымліваем на вале Х дзевяць розных лікаў абаротаў.
Калі зубчастае кола 40 знаходзіцца ў крайнім правым становішчы (т. е. у зачапленні з муфтай М₁), кручэнне перадаецца шырокаму зубчастаму колу 40 на вале ХI.
Калі зубчастае кола 40 займае крайняе левае становішча (т. е. адначасова знаходзіцца ў зачапленні з зубчастым колам 18 на вале IХ і шырокім зубчастым колам 40 на вале ХI), шырокае зубчастае кола 40 атрымае кручэнне па наступным ланцугу; 13/45 · 18/40 · 40/40.
Рухомае зубчастае кола 40 на вале Х завецца пераборным. Перамыкаючы яго можна падвоіць колькасць хуткасцяў, якія перадаюцца на шырокае зубчастае кола 40, т. е. атрымаць васемнаццаць розных лікаў абарачэнняў.
Пры ўключэнні кулачковай муфты М₂ гэтыя лікі абарачэнняў паведамляюцца валу ХI і далей праз зубчастыя колы 28 - 35 перадаюцца валу ХII.
Калі муфта М₃ уведзена ў зачапленне з зубчастым колам 33, кручэнне паведамляецца валу ХIII і далей праз зубчастыя колы 22 - 33, пары канічных колаў i = 1/2 рух перадаецца шрубе вертыкальнага перасоўвання кансолі t = 6 мм.
Пры ўключэнні муфты М₄ круціцца шруба папярочнага стала, а пры ўключэнні муфты М₅, - шруба падоўжнага стала. Блакаванне выключае магчымасць адначасовага ўключэння муфт М₃, М₄ і М₅.
Калі кулачковая муфта М₂ (вал ХI) перакладаецца ў крайняе правае становішча, уключаецца фрыкцыйная муфта Ф, якая звязвае зубчастае кола 43 з валам ХI і паведамляе яму паскоранае кручэнне.
Змена кірунку кручэння шпіндзеля ў дадзеным станку вырабляецца пераключэннем палюсоў электрарухавіка.
| 
