АПРАЦОЎКА НА СТАНКАХ ТАКАРНАЙ ГРУПЫ
§ 12. Агульныя звесткі
Тыпы станкоў такарнай групы. Станкі такарнай групы прызначаюцца для апрацоўкі вонкавых і ўнутраных паверхняў кручэння (цыліндрычных, канічных і фасонных) падразанні тарцоў, наразанні разьбы і некаторых іншых прац. Асноўным выглядам рэжучай прылады для такарных станкоў з'яўляюцца разцы. Для апрацоўкі адтулін выкарыстоўваюцца таксама свердзелы, зенкеры, разгорткі і інш. Для наразання разьбы ўжываюцца метчыкі і плашчакі.
Галоўны рух ва ўсіх станкоў такарнай групы (рух рэзання) ажыццяўляецца кручэннем нарыхтоўкі. Рух падачы паведамляецца рэжучай прыладзе. У большасці выпадкаў гэта прамалінейнае перасоўванне прылады. Часам прылада перамяшчаецца па больш складанай траекторыі.
Большасць дэталяў машын і механізмаў з'яўляецца целамі кручэння і апрацоўку іх найболей зручна вырабляць на станках такарнай групы. Гэтым вызначаецца іх шырокае распаўсюджванне ў машынабудаванні (да 40 працэнтаў агульнай колькасці станочнага парку заводаў). У залежнасці ад маштабу вытворчасці, канфігурацыі, памераў і вагі дэталяў для іх апрацоўкі прымяняюцца розныя тыпы такарных станкоў.
Такарныя і такарна-вінтарэзныя станкі прызначаюцца для выканання ўсіх асноўных такарных прац ва ўмовах адзінкавай і дробнасерыйнай вытворчасці.
Лабавыя і карусельныя станкі прымяняюцца для апрацоўкі буйных дэталей вялікага дыяметра. Найбольшае распаўсюджванне яны атрымалі на заводах цяжкага машынабудавання.
Шматразцовыя такарныя станкіужываюць пры вырабе дэталяў, якія дапускаюць адначасовую апрацоўку некалькімі разцамі ва ўмовах буйнасерыйнай і масавай вытворчасці.
Рэвальверныя станкі, такарныя аўтаматы выкарыстоўваюць пры апрацоўцы некрупных дэталяў складанай канфігурацыі дробнымі і буйнымі партыямі.
§ 13. Класіфікацыя і ўмоўныя абазначэнні металарэжучых станкоў
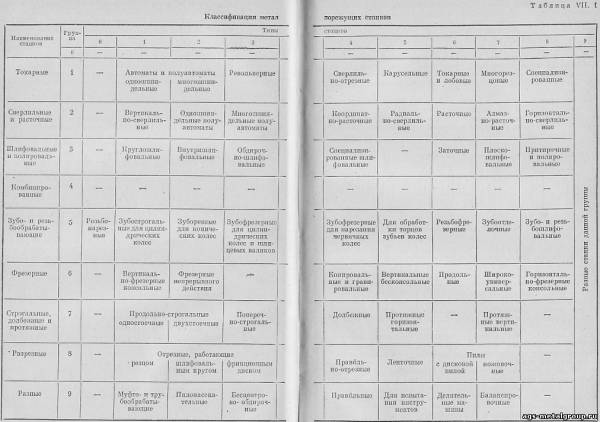 Па класіфікацыі эксперыментальнага навукова-даследчага інстытута металарэжучых станкоў (ЭНІМСа) станкі падпадзяляюцца на групы ў залежнасці ад характару выраблянай апрацоўкі - стругальнай, фрэзернай і т. д. У асобную групу вылучаныя зубо- і разьбаапрацоўчыя станкі, у якой аб'яднаны станкі зубафрэзерныя, зубострог .Усе металарэжучыя станкі дзеляцца на дзевяць груп. Кожная група, у сваю чаргу, уключае некалькі разнавіднасцяў (гл. табл. 1).
Умоўна мадэль станка абазначаецца трыма ці чатырма лічбамі (часам з дабаўленнем літар). Першая лічба паказвае групу станка, другая - тып (разнавіднасць у межах гэтай групы), трэцяя і чацвёртая - асноўны памер дадзенай мадэлі.
Літара пасля першай лічбы паказвае на мадэрнізацыю станка, а літара пасля ўсіх лічбаў - мадыфікацыю (відазмена) базавай мадэлі. Напрыклад: у станка 2А135 лічба 2 азначае, што станок ставіцца да другой групы - свідравальны, літара А - станок мадэрнізаваны; лічба 1 паказвае на прыналежнасць станка да першай разнавіднасці - вертыкальна-свідравальны; апошнія дзве лічбы абазначаюць максімальны дыяметр свідравання - 35 мм.
Па ступені ўніверсальнасці станкі могуць быць:
1) універсальныя, ці агульнага прызначэння, прызначаныя для выканання розных аперацый пры апрацоўцы разнастайных дэталяў;
2) спецыялізаваныя, прызначаныя для апрацоўкі дэталяў, падобных па канфігурацыі, але мелых розныя памеры, напрыклад ступеністых валікаў, кольцаў падшыпнікаў качэння і т. п.
3) спецыяльныя, на якіх апрацоўваюць дэталі толькі аднаго тыпапамеру.
Па ступені дакладнасці адрозніваюць станкі нармальнай дакладнасці і высокадакладныя (прэцызійныя). Па вазе адрозніваюць станкі звычайнай вагі (да 10 т), цяжкія (ад 10 да 100 т) і асоба цяжкія (звыш 100 т).
Дасяганая на станках такарнай групы дакладнасць апрацоўкі пры працы разцамі - 5 - 2-й класы, шурпатасць - 3 - 6-й класы па Дасце 2789 - 59.
§ 14. Разцы
Вялікая разнастайнасць прац, выкананых на станках такарнай групы, абумоўлівае разнастайнасць такарных разцоў. Любы разец складаецца з галоўкі (працоўнай часткі) і стрыжня (часткі, служэлай для замацавання). У залежнасці ад формы галоўкі і яе становішчы адносна стрыжня разцы падзяляюцца на правыя і левыя, прамыя, адагнутыя і з адцягнутай галоўкай (мал. 11).
 Па прызначэнні адрозніваюць наступныя асноўныя тыпы разцоў.
Прахадныя разцы (мал 12 а) ужываюцца пры абточванні цел кручэння па вонкавай паверхні.
Подрезные разцы (мал. 12, бы) выкарыстоўваюцца для апрацоўкі (падразання) кантавых паверхняў розных дэталяў, заплечыкаў валаў і т. д.
Отрезные разцы (мал. 12, у) прызначаны для адразання матэрыялу. Бо пры гэтым неабходна забяспечыць магчыма малодшую страту матэрыялу, отрезные разцы робяць з малой даўжынёй галоўнай рэжучай абзы.
Расточныя разцы (мал. 12, г) ужываюцца для расточвання адтулін, выманняў і т. д. Памеры расточного разца (папярочны перасек і даўжыню стрыжня) выбіраюць у адпаведнасці з памерамі апрацоўванай адтуліны. Расточныя разцы з прычыны іх значнага вылету з разцатрымальніка моцна выгінаюцца і спружыняць, таму імі нельга здымаць стружкі вялікіх перасекаў.
Фасонныя разцы маюць рэжучую абзу, форма якой супадае з профілем апрацоўванай паверхні.
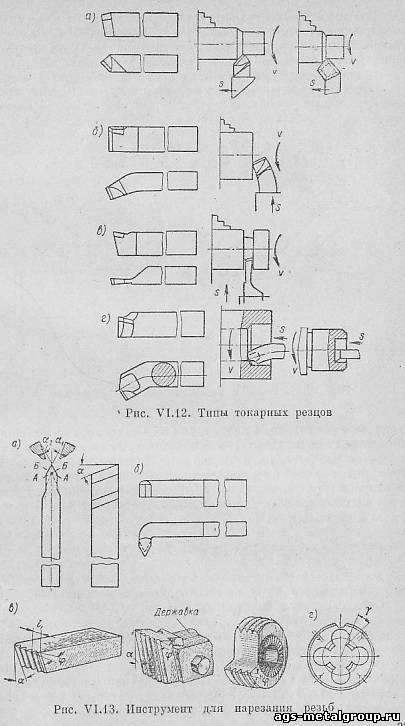 Разьбовыя разцы ўжываюцца для наразання разьбярстваў. На мал. 13 паказаны разцы для наразання вонкавай (мал. 13, а) і ўнутранай (мал. 13, б) трохкутных рэзьбаў. Профіль разца для наразання разьбы павінен адпавядаць профілю наразанай разьбы. Пярэдні кут у пазбяганне скажэння профіля разьбярства разца робіцца роўным нулю, а задні ад 6 да 8°.
Вонкавае і ўнутранае трохкутнае разьбярства можна наразаць таксама разьбовымі грабянцамі (мал. 13, у). У адрозненне ад звычайных разьбовых разцоў разьбовыя грабянцы маюць на рэжучай частцы не адзін, а некалькі зуб'яў, выкананых па форме профіля разьбы. Рабочая частка грабянцы складаецца з рэжучых і калібра зубоў. Рэжучыя зуб'і (іх звычайна два-тры) зрэзаныя пад кутом φ так, што кожны наступны зуб рэжа некалькі глыбей папярэдняга. Калібруючая частка, якая ідзе за рэжучай, мае таксама некалькі зуб'яў (два-тры) і прызначана для зачысткі разьбы.
80 - 85% усіх разцоў, якія знаходзяцца ў эксплуатацыі на машынабудаўнічых прадпрыемствах, абсталяваны цвёрдым сплавам. Па канструкцыі гэтыя разцы падзяляюцца на чатыры выгляду: з пласцінкамі, напаянымі на дзяржаўку; з механічным мацаваннем пласцінак; з мацаваннем пласцінак сіламі рэзання; з механічным мацаваннем уставак з напаянымі пласцінкамі.
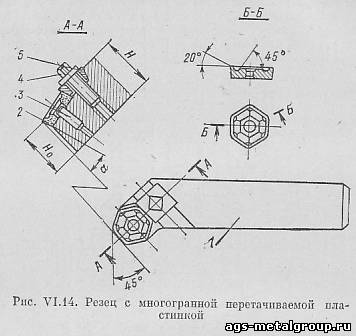 Вялікае распаўсюджванне атрымалі разцы са шматграннымі неператочваюць пласцінкамі. Ва Усесаюзным навукова-даследчым інструментальным інстытуце (УНДІ) распрацаваны трох-, чатырох-, пяці- і шасцігранныя цвёрдасплаўныя пласцінкі, прызначаныя для апрацоўкі сталі і чыгуну. На мал. 14 паказаны шасцігранная пласцінка і яе замацаванне ў дзяржаўцы 1. Шматгранная цвёрдасплаўная пласцінка 2 апранаецца на штыфт 3, які запрасаваны ў дзяржаўцы. Пласцінка мацуецца паміж штыфтам і задняй апорнай сценкай дзяржальні з дапамогай кліну 5 і шрубы 4 (кут кліну 30 - 32°). Пасля затуплення ўсіх рэжучых беражкоў (па чарзе) пласцінкі не ператочваюць, а вяртаюцца ў перапрацоўку.
| 