§ 16. Работы, якія выконваюцца на такарных станках
Апрацоўка дэталей у цэнтрах. Гэты від апрацоўкі прымяняецца вельмі шырока. Цэнтр складаецца з конусу 1 (мал. 17, а), на якім усталёўваецца апрацоўваная дэталь з цэнтравымі адтулінамі (мал. 17, бы), і канічнага хваставіка 2. Хваставік пярэдняга цэнтра павінен сапраўды адпавядаць канічнай адтуліне шпіндзеля перадпакоя бабкі, а задняга цэнтра - пінолі задняй бабкі станка. Пры апрацоўцы дэталяў малога дыяметра іх канцы абточваюць на конус і ўжываюць так званыя зваротныя цэнтры (мал. 17, у), якія таксама могуць быць перадпакоямі і заднімі.
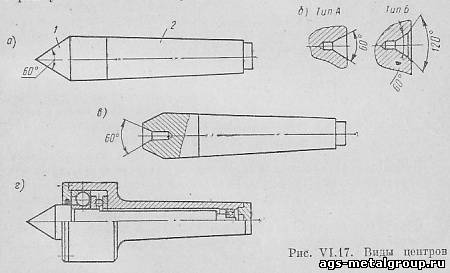 Пярэдні цэнтр круціцца разам са шпіндзелем і апрацоўванай дэталлю, тады як задні цэнтр нерухомы, у выніку чаго ствараецца трэнне яго аб якая верціцца дэталь. Для памяншэння трэння цэнтравая адтуліна, датыкальнае з заднім цэнтрам, запаўняецца густой змазкай.
Пры абточванні дэталяў на вялікіх хуткасцях, а таксама цяжкіх дэталяў праца на нерухомым цэнтры задняй бабкі прыводзіць да хуткага зносу цэнтра і распрацоўцы цэнтравай адтуліны дэталі. Для памяншэння зносу задняга цэнтра яго канец часам абсталёўваюць цвёрдым сплавам. Аднак у падобных выпадках лепш ужываць якія верцяцца цэнтры (мал. 17, г).
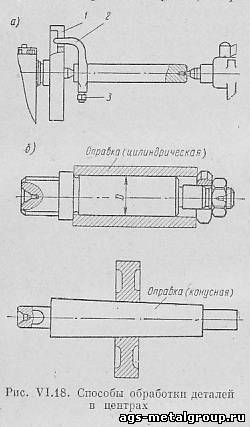 Для перадачы кручэння ад шпіндзеля перадпакоя бабкі да апрацоўванай дэталі ўжываюць ланцужковы патрон 1 (мал. 18, а), накручваны на шпіндзель станка, і хамуцік 2, які замацоўваецца шрубай 3 на апрацоўванай нарыхтоўцы. Вольны канец хамутыка захопліваецца пазай (як паказана на малюнку) або пальцам патрона і прыводзіць апрацоўваную дэталь у кручэнне.
Некаторыя дэталі (утулкі, нарыхтоўкі шасцерняў і інш.), мелыя апрацаваныя адтуліны, усталёўваюць у цэнтрах на адмысловых цэнтравых апраўках. Найбольш простыя канструкцыі прымяняюцца цэнтравых аправак прыведзены на мал. 18, б.
Апрацоўка дэталей у патронах. Кароткія дэталі часта ўсталёўваюць і замацоўваюць у патронах, якія падзяляюцца на простыя і самацэнтравальныя.
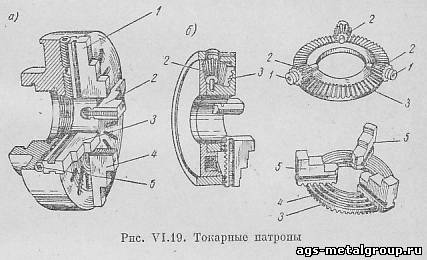 Простыя патроны звычайна вырабляюцца чатырохкулачковымі (мал. 19, а). У такіх патронах кожны з чатырох кулачкоў 1, 2, 3, 4 можа перамяшчацца незалежна ад астатніх з дапамогай шруб 5, што дазваляе ўсталёўваць на іх дэталі як цыліндрычнай, так і нецыліндрычнай формы.
Самацэнтравальныя трехкулачковые патроны (мал. 19, 6) вельмі зручныя ў працы, бо ўсе кулачкі ў іх перамяшчаюцца адначасова, дзякуючы чаму дэталь, мелая цыліндрычную паверхню (вонкавую або ўнутраную), усталёўваецца і заціскаецца сапраўды па восі шпіндзеля. Акрамя таго, значна скарачаецца час на ўстаноўку і замацаванне дэталі.
Кулачкі патрона 5 перамяшчаюцца па спіральнай канаўцы 4 дыска - зубчастага кола 3 пры дапамозе ключа, які ўстаўляюць у чатырохгранную адтуліну 1 аднаго з трох канічных зубчастых колаў 2, якія перадаюць кручэнне дыску - зубчастаму колу.
Ужываюць загартаваныя і загартаваныя ("волкія") кулачкі патронаў. Звычайна карыстаюцца загартаванымі кулачкамі дзякуючы іх малой зношвальнасці. Але пры заціску такімі кулачкамі на дэталях з канчаткова апрацаванымі паверхнямі застаюцца сляды ў выглядзе ўвагнутасцяў. Каб пазбегнуць увагнутасцяў, рэкамендуецца ўжываць незакаленные кулачкі, якія перад усталёўкай дэталі проточиваются і сапраўды прыганяюцца па дыяметры якая замацоўваецца ў іх дэталі.
Апрацоўка дэталей у люнетах.Доўгія дэталі, у якіх даўжыня ў 10 - 12 разоў перавышае іх дыяметр, пры апрацоўцы прагінаюцца пад дзеяннем малаважнай сілы рэзання і нават уласнай вагі. Абточванне такіх дэталяў звычайным метадам вельмі непрадукцыйна, недакладна і ў многіх выпадках практычна немагчыма; дэталь можа быць вырваная з цэнтраў. У такіх выпадках ужываюць якая падтрымлівае прынада, званае люнетам. Карыстаючыся люнетам, можна абточваць дэталі з высокай дакладнасцю і здымаць габлюшку большага перасеку, не асцерагаючыся прагіну дэталі. Люнеты бываюць нерухомыя і рухомыя.
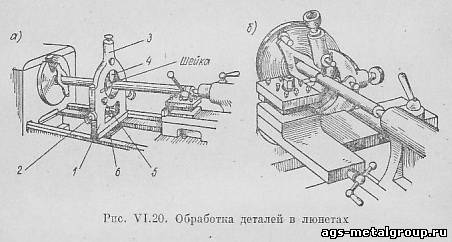 Нерухомы люнет (мал. 20, а) складаецца з чыгуннага корпуса 1 з адкідным вечкам 3. Люнет замацоўваюць у які адпавядае становішчы планкай 6. У дзвюх адтулінах корпуса і адтулінах вечка пры дапамозе рэгулявальных нітаў 2 перасоўваюцца кулачкі 4. Для замацавання . шрубы 5. Такая прылада люнета дазваляе ўсталёўваць у ім валы розных дыяметраў.
Перш чым усталяваць у люнеце такой канструкцыі неабточаную нарыхтоўку, варта пратачыць у яе пасярэдзіне ці ў іншым месцы шыйку пад кулачкі, даўжыня якой павінна быць крыху больш шырыні кулачка.
Нерухомыя люнеты ўжываюцца таксама для адразання канцоў і падразанні тарцоў у доўгіх дэталяў. З дапамогай люнета можна апрацаваць адтуліну з тарца доўгай дэталі ці прасвідраваць такую дэталь па ўсёй яе даўжыні.
Рухомы люнет (мал. 20, б) выкарыстоўваюць пры чыставым абточванні доўгіх гладкіх дэталяў. Люнет замацоўваюць на карэтцы суппорта, так што ён разам з ёй перамяшчаецца ўздоўж абточваецца дэталі; ідучы за разцом і падтрымліваючы дэталь непасрэдна ў месцы прыкладання сілы рэзання, ён засцерагае яе ад прагінаў. Рухомы люнет мае толькі два кулачкі, якія ўсталёўваюць і замацоўваюць гэтак жа, як кулачкі нерухомага люнета.
Пры высокіх хуткасцях ужываюць люнеты з роліка-або шарыкападшыпнікамі.
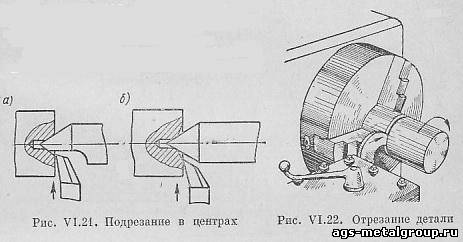
Падразанне тарцоў і ўступаў.Пры падразанні тарцоў дэталяў, апрацоўваных у цэнтрах, рэкамендуецца ўсталёўваць у заднюю бабку так званы паўцэнтр (мал. 21, а), які забяспечвае магчымасць падразання ўсяго тарца. Яшчэ лепш ужываць цэнтравыя адтуліны з ахоўнымі конусамі (мал. 21, бы). Кірунак падачы ў гэтых выпадках павінна быць ад вонкавай паверхні да цэнтра. Падразанне ўступаў вырабляецца такімі ж разцамі.
 Праточванне вонкавых канавак і адразанне. Для праточвання вузкіх канавак дэталь усталёўваюць у цэнтрах або ў патроне. Месца, у якім патрабуецца пратачыць канаўку ці адразаць дэталь, вызначаецца з дапамогай вымяральнай лінейкі. Вузкія канаўкі праточваюць за адзін праход, шырокія - за некалькі праходаў. Пры адразанні пруток устаўляюць у адтуліну шпіндзеля і замацоўваюць у патроне.
Для памяншэння вібрацый разца рэкамендуецца адразаць дэталі пры зваротным кручэнні шпіндзеля спружынілым выгнутым разцом, які варта ўсталёўваць рэжучай абзой уніз (мал. 22).
Апрацоўка канічных паверхняў. Апрацоўка канічных паверхняў можа быць праведзена шырокім разцом, паваротам верхніх санак суппорта, зрушэннем корпуса задняй бабкі, ужываннем конуснай лінейкі.
Апрацоўка вонкавых конусаў шырокім разцом . Гэты спосаб выкарыстоўваецца пры апрацоўцы конусу з утваральнай, не якая перавышае па даўжыні прыкладна 20 мм.
Апрацоўка вонкавых конусаў пры звернутых верхніх санках суппорта. Пры вырабе на такарным станку кароткіх канічных паверхняў з вялікім кутом ухілу конусу трэба звярнуць верхнія санкі 1 суппорта (мал. 23, а) адносна восі шпіндзелі на кут, роўны куту ўхілу апрацоўванага конусу (α).
Гэты спосаб абточвання канічных паверхняў мае наступныя недахопы. Можна ўжываць толькі ручную падачу, што адбіваецца на прадукцыйнасці і чысціні апрацаванай паверхні; акрамя таго, можна абточваць толькі параўнальна кароткія паверхні, абмежаваныя даўжынёй ходу верхняй часткі суппорта.
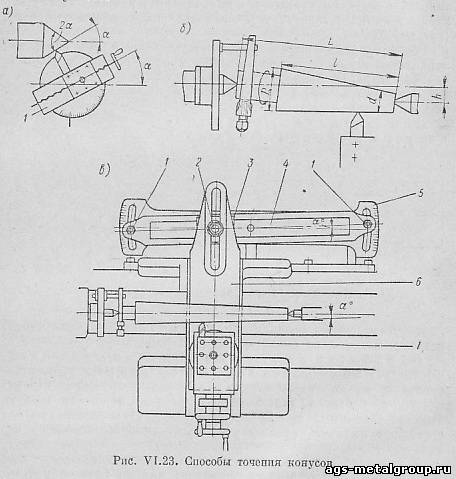 Апрацоўка вонкавых конусаў пры зрушанай задняй бабцы. Гэтым спосабам (мал. 23,6) звычайна карыстаюцца пры апрацоўцы доўгіх і спадзістых конусаў; велічыня зрушэння цэнтра задняй бабкі h можа быць вызначана па адной з наступных формул:дзе L - даўжыня апрацоўванай дэталі ў мм; l - даўжыня яе канічнай часткі ў мм; D - большы дыяметр конусу ў мм; d - малодшы дыяметр конусу ў мм; α - кут ухілу конусу ў градусах; k - конуснасць. Апрацоўка канічных паверхняў спосабам зрушэння задняй бабкі знаходзіць шырокае ўжыванне, бо ў гэтым выпадку не патрабуецца адмысловых прынад і апрацоўка можа быць ажыццёўлена на любым такарным станку.

У пазбяганне нераўнамернага зносу цэнтравых адтулін пры апрацоўцы дакладных конусаў часам ужываюць адмысловы шаравой цэнтр са сферычнай паверхняй замест конусу.
Апрацоўка конусаў пры дапамозе конуснай лінейкі . Да апрацоўкі з дапамогай конуснай (капірнай) лінейкі звяртаюцца пры вырабе конусаў з кутом ухілу да 10 - 12˚. Гэты спосаб зручнейшы ў параўнанні са зрушэннем цэнтра задняй бабкі і забяспечвае больш высокую дакладнасць апрацоўкі.
Ўстаноўка конуснай лінейкі паказана на мал. 23, в. На кранштэйне 5, прымацаваным да станіны, размешчана лінейка 4, якую з дапамогай шкалы ўсталёўваюць пад патрабаваным кутом да накіроўвалых станіны і замацоўваюць нітамі 1. Цяга 6 цвёрда злучана з папярочнымі санкамі 7 суппорта. У пазе цягі размешчаны палец 2, злучаны з паўзуном 3, ніжні канец якога перамяшчаецца па лінейцы. Пры абточванні конусаў шруба папярочнай падачы вызваляецца ад гайкі. У выніку перасоўванне суппорта ўздоўж накіроўвалых станка суправаджаецца адначасовым перасоўваннем папярочных санак, а адпаведна і разца пад дзеяннем конуснай лінейкі.
Апрацоўка канічных паверхняў з дапамогай конуснай лінейкі мае шэраг пераваг:
1) цэнтры падчас працы станка застаюцца ў нармалёвым становішчы і таму не зношваюцца;
2) можна не толькі абточваць вонкавыя канічныя паверхні, але і расточваць канічныя адтуліны;
3) можна апрацоўваць дэталі з большай конуснасцю, чым пры зрушэнні задняй бабкі.
Апрацоўка канічных адтулін . Апрацоўка ўнутраных конусаў вырабляецца разцом пры звернутых верхніх санках ці пры дапамозе капірнай лінейкі. Канічныя адтуліны атрымліваюцца ў выніку свідраванні і наступнага растачивания. Канічныя адтуліны нармалізаваных памераў (унутраныя конусы ў пераходных утулках, конусы розных насадных прылад і т. д.) можна апрацоўваць камплектам з трох разгортак.
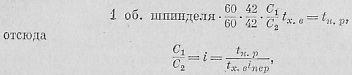
Наразанне разьб.Разьбу на такарных станках наразаюць метчыкамі, плашкамі, разьбовымі разцамі і грабянцамі. Профіль разьбы (трохкутны, прастакутны і т. д.) забяспечваецца геаметрыяй прылады, а крок пры наразанні разцамі і грабянцамі - якая адпавядае наладай станка. Настройка станка заключаецца ў тым, каб за адзін абарот дэталі, на якой наразаецца разьба, разец перамяшчаўся ў падоўжным напрамку на велічыню кроку разьбы t н·р . Бо на станках наразаюцца разьбы з розным крокам, то, такім чынам, і падача суппорта з разцом павінна быць кожны раз усталявана ў адпаведнасці з велічынёй кроку якая наразаецца дэталі.
Калі патрабуецца забяспечыць нестандартны крок ці неабходна наразанне разьбяр падвышанай дакладнасці, выкарыстоўваюцца зменныя зубчастыя колы. У гэтым выпадку рух перадаецца на хадавую шрубу, абыходзячы скрынку падач (уключаюцца муфты М₂, М₃, М₅, мал. 16). Узгадненне скорасці перамяшчэння разца і вярчэння дэталі праводзіцца падборам зменных зубчастых колаў (С₁, С₂ на мал. 16). За адзін абарачэнне шпіндзеля фартух (а такім чынам, і разец) павінен перамясціцца на велічыню дзе i - перадаткавае стаўленне зменных зубчастых колаў; t н·р - крок наразанай разьбы; t х·у - крок хадавога шрубы станка; i пер - перадаткавае стаўленне ад шпіндзеля да першага вала зменных шасцерняў. Яно звычайна роўна 1.
Часцей за ўсё разьбу наразаюць разцамі. Наразанне разьбы грабянцамі (мал. 13, у) прадукцыйней, чым разцом, бо ў працы ўдзельнічае адначасова некалькі рэжучых беражкоў. Зуб'і грабянцы можна прадставіць як шэраг паслядоўна размешчаных разцоў (звычайна 6 - 8). Недахоп грабянец - складанасць выраба. Акрамя таго, грабянцамі цяжка атрымаць дакладную і чыстую разьбу.
Параўнальна неадказныя трохкутныя разьбы невялікіх дыяметраў пры працы на такарных станках наразаюць плашкамі і метчыкамі. Круглы плашчак (мал. 1З, г) падобна гайцы мае цэнтральную адтуліну з разьбой, вакол якога размешчана некалькі (3 - 6) гладкіх цыліндрычных адтулін, якія перасякаюць цэнтральную адтуліну для адукацыі грабянец плашчака і адводу стружкі. Рэзанне ажыццяўляецца пры двух адначасовых рухах - вярчальным (нарыхтоўкі) і паступальным (плашкі).
|