§ 17. Лабавыя і карусельныя станкі
Лабавыя станкі (мал. 24). Гэтыя станкі прызначаны для апрацоўкі дэталяў вялікіх дыяметраў і невялікай даўжыні (шківы, кружэлкі і т. д.). Ад універсальных такарных станкоў іх адрознівае адсутнасць задняй бабкі.
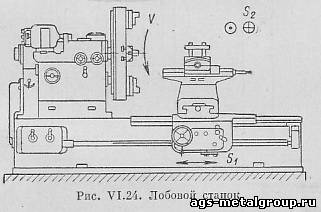 Асноўны недахоп лабавых станкоў - цяжкасць выверкі і замацаванні цяжкавагавых нарыхтовак на вертыкальнай плоскасці планшайбы і вялікія выгінальныя высілкі, якія дзейнічаюць на шпіндзель станка. Гэтым абумоўліваюцца нізкая прадукцыйнасць, невысокая дакладнасць і недастатковая чысціня апрацоўкі.
Карусельныя станкі. У карусельных станкоў вось кручэння планшайбы з вырабам вертыкальная і таму яны не маюць большай часткі недахопаў, уласцівых лабавым станкам.
Станкі прызначаны для абточвання і расточвання цыліндрычных, канічных і фасонных паверхняў і падрэзкі тарцоў буйнагабарытных дэталяў вялікага дыяметра больш за 500 - 1000 мм і малой даўжыні (да 500 - 800 мм). Акрамя таго, на іх можна ажыццяўляць наразанне разьбы, свідраванне і зенкераванне.
Сучасныя такарна-карусельныя станкі бываюць двух тыпаў-аднастойкавыя і двухстоечные.
Аднастойкавыя карусельныя станкі прымяняюцца для апрацоўкі дэталяў дыяметрам 300 - 1600 мм. На мал. 25, а паказаны агульны выгляд аднастоечнага карусельнага станка мадэлі 153. Гэтыя станкі маюць звычайна два суппорта: адзін-вертыкальны з рэвальвернай галоўкай на траверсе, і іншы-бакавы гарызантальны на стойцы. Апрацоўваную дэталь усталёўваюць і замацоўваюць пры дапамозе кулачкоў або прихватов з нітамі на планшайбе 1. Рэжучая прылада ўсталёўваецца ў гнёздах рэвальвернага суппорта 2 і разцатрымальніку бакавога суппорта 3.
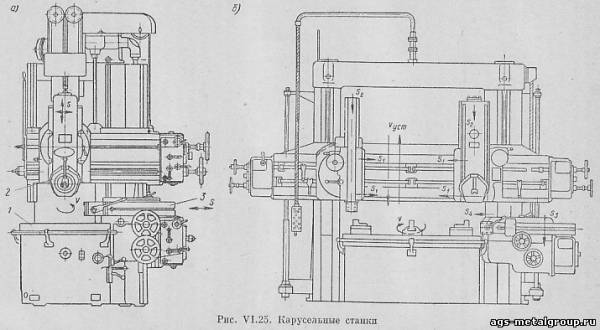 Для апрацоўкі дэталяў дыяметрам звыш 1600 мм (да 25 000 мм) ужываюцца двухстоечные карусельныя станкі, якія маюць два вертыкальных і адзін ці два бакавых суппорта. На мал. 25, бы намаляваны двухстоечный карусельны станок мадэлі 1553 з адным бакавым суппортам. Станок мае наступныя рухі: кручэнне планшайбы - галоўны рух υ, гарызантальнае перасоўванне вертыкальнага суппорта - гарызантальная падача s₁, вертыкальнае перасоўванне карэткі таго ж суппорта - вертыкальная падача s₂ вертыкальнае перасоўванне бакавога суппорта - падача s₃, гарызантальнае перасоўванне яго карэткі - падача s₄, хуткае папярочкі (траверсы з суппортам) - усталявальны рух υуст.
Гарызантальная падача вертыкальнага суппорта выкарыстоўваецца для апрацоўкі кантавых плоскасцяў, а яго вертыкальная падача-для апрацоўкі вонкавых і ўнутраных цыліндрычных і канічных паверхняў. Вертыкальную падачу бакавога суппорта ўжываюць для апрацоўкі вонкавых паверхняў, а выкарыстоўваючы яго гарызантальную падачу, можна прарэзаць канаўкі, абточваць фаскі і т. п.
§ 18. Шматразцовыя такарныя
станкі масавай вытворчасці. Шматразцовыя станкі маюць адзін пярэдні і адзін ці два задніх суппорта. Пярэдняму суппорту паведамляецца толькі падоўжная, задняму - толькі папярочная падача.
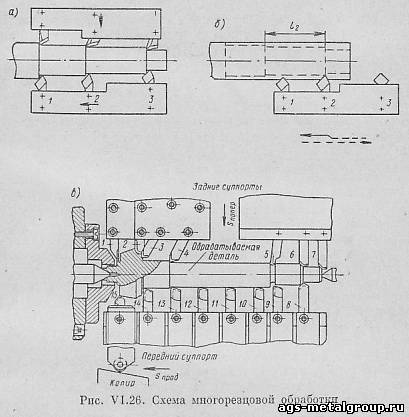 Прынцып працы шматразцовага такарнага станка бачны з мал. 26. Разцы замацоўваюцца ў блокавых разьтрымальніках на пярэдніх і задніх суппортах. Адлегласці паміж разцамі вызначаюцца іх канчатковым становішчам адносна апрацоўванай дэталі. Калі ў пачатку рэзання пярэдні (падоўжны) суппорт усталяваць так, каб разец 1 знаходзіўся ў правага тарца выраба, разцы паслядоўна ўступаюць у працу і даўжыня працоўнага ходу суппорта роўная поўнай даўжыні апрацоўванай паверхні дэталі (мал. 26, а). Больш прадукцыйным з'яўляецца метад працы з уразаннем разцоў, гл. Мал. 26, б. У гэтым выпадку ў пачатку рэзання разец, які апрацоўвае найболей доўгую прыступку (на мал. 26, бы - l₂), знаходзіцца супраць пачатковай кропкі гэтай прыступкі, разцы ўразаюцца ў нарыхтоўку на жаданую глыбіню рэзання і суппорт атрымлівае падоўжную падачу. Пры гэтым спосабе працы даўжыня працоўнага ходу суппорта роўная даўжыні самай доўгай прыступкі (l₂). Уразанне ажыццяўляецца звычайна адначасовым дзеяннем падоўжнай і папярочнай падач (касое ўразанне). На заднім суппорце ўсталёўваюць разцы для апрацоўкі тарцоў, проточивания канавак, абточванні кароткіх конусаў і фасонныя разцы для абточвання фасонных профіляў.
На мал. 26, у паказана тыпавая схема апрацоўкі вала шасцярні на шматразцовым станку. Разцы 8-14, замацаваныя ў пярэднім суппорце, служаць для апрацоўкі адпаведных цыліндрычных участкаў валіка; разец 15, замацаваны ў асобным разцатрымальніку, з дапамогай капіра абточвае кінічную паверхню вянка дэталі; разцы 1, 3 і 4 задняга суппорта служаць для падразання тарцоў; разец 2 забяспечвае атрыманне кароткай фасоннай паверхні на заднім тарцы вянка, разцы 6 і 7 абточваюць фаскі, а разец 5 праразае канаўку.
§ 19. Такарна-рэвальверныя станкі
Такарна-рэвальверныя станкі прызначаны для апрацоўкі дэталяў - тэл кручэння параўнальна невялікага дыяметра і невялікай даўжыні, патрабавальных паслядоўнага ўжывання разнастайных рэжучых прылад. Асабліва эфектыўна прымяненне рэвальверных станкоў для апрацоўкі дэталяў са ступеністымі адтулінамі.
Такарна-рэвальверныя станкі у адрозненне ад універсальных такарных замест задняй бабкі маюць падоўжны суппорт з рэвальвернай галоўкай 1 (мал. 27). У гнёздах рэвальвернай галоўкі ўсталёўваюць прыладу (разцы, зенкеры, разгорткі, метчыкі і інш.).
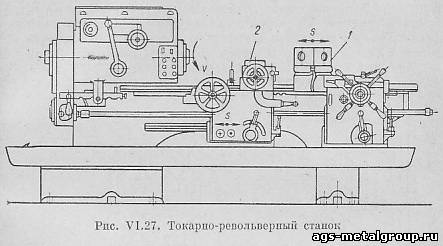 Пасля канчатка апрацоўкі дэталі адной прыладай і вяртанні рэвальвернага суппорта ў зыходнае становішча рэвальверная галоўка паварочваецца для ўключэння ў працу новай прылады. Галоўны рух (круцільны), як і на такарным станку, атрымлівае нарыхтоўка. Рух падачы паведамляецца прыладзе, замацаванаму ў рэвальвернай галоўцы або разцатрымальніку, папярочнага суппорта 2.
На рэвальверных станках апрацоўваюцца дэталі, якія вырабляюцца з прутковага матэрыялу і з адзінкавых нарыхтовак. Пруток прапускаецца скрозь полы шпіндзель і заціскаецца ў патроне ці цанге. Канцу прутка, які выступае з заціскной прынады, падчас апрацоўак надаецца форма дэталі, якая затым адразаецца ад прутка.
Падоўжныя перасоўванні рэвальвернай галоўкі, а таксама падоўжныя і папярочныя перасоўванні папярочнага суппорта абмяжоўваюцца переставными упорамі. Дзякуючы гэтаму для апрацоўкі выраба на рэвальверным станку няма патрэбы ў абслугоўванні станка кваліфікаваным працоўным, але для наладкі станка, т. е. для ўсталёўкі прылад і ўпораў, як правіла, патрабуюцца наладчыкі.
Перавагі рэвальверных станкоў у параўнанні з такарнымі:
1) магчымасць скарачэння машыннага часу за рахунак ужывання шматразцовых разецтрымавак і адначасовай апрацоўкі нарыхтоўкі прыладамі рэвальвернай галоўкі і папярочнага суппорта;
2) магчымасць скарачэння дапаможнага часу за рахунак: хуткай змены прылады (механізмамі для павароту рэвальвернай галоўкі); хуткай змены нарыхтоўкі (хуткадзейнымі механізмамі падачы і заціску пруткового матэрыялу).
У залежнасці ад размяшчэння восі, вакол якой круціцца рэвальверная галоўка, такарна-рэвальверныя станкі дзеляцца на два тыпы:
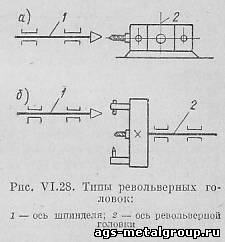 1) станкі з рэвальвернай галоўкай, размешчанай на вертыкальнай восі (звычайна маюць форму шасцікантовіка; мал. 27, 28, а).
2) станкі з рэвальвернай галоўкай, размешчанай на гарызантальнай восі (круглыя рэвальверныя галоўкі; мал. 28, б).
На мал. 29 паказана схема налады рэвальвернага станка з вертыкальнай воссю рэвальвернай галоўкі і папярочным суппортам для апрацоўкі ніпелю. У пазіцыі I рэвальвернай галоўкі ўсталяваны ўпор, і пруток падаецца да гэтага ўпора. У пазіцыі II з дапамогай замацаваных у галоўцы разцовага дзяржавы і цэнтроўкі вырабляецца абточванне да дыяметра D₃ і цэнтраванне адтуліны. У пазіцыі III абточваецца паверхня да дыяметра D₂ і свідруецца адтуліна дыяметрам d₁. Свідраванне адтуліны дыяметрам d₂ і абточванне паяска дыяметрам D₁ вырабляецца ў пазіцыі IV рэвальвернай галоўкі.
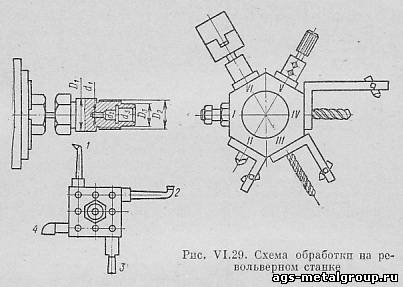 З дапамогай расточных разцоў 1 і 2, усталяваных у галоўцы папярочнага суппорта, паслядоўна расточваюцца адтуліну дыяметрам d₃ і ўнутраная канаўка. Затым з дапамогай разгорткі, усталяванай у пазіцыі V рэвальвернай галоўкі, вырабляецца канчатковая апрацоўка адтуліны дыяметрам d₃. Вонкавыя канаўкі праразаюцца разцом 3. Разьба наразаецца ў пазіцыі VI рэвальвернай галоўкі плашчаком, замацаванай у адмысловым патроне. Разец 3 служыць таксама для адрэзкі гатовых дэталяў, а разец 4 - для падразання тарца перад падачай прутка да ўпора.
Такарна-рэвальверны станок 1336М.Станок 1336М з'яўляецца ўніверсальным рэвальверным станком, прызначаным для разнастайных патронных і прутковых прац. Станок мае рэвальверную галоўку з гарызантальнай воссю кручэння. Прылады размяшчаюцца ў 16 інструментальных адтулінах рэвальвернай галоўкі. Кінематычная схема станка прыведзена на мал. 30.
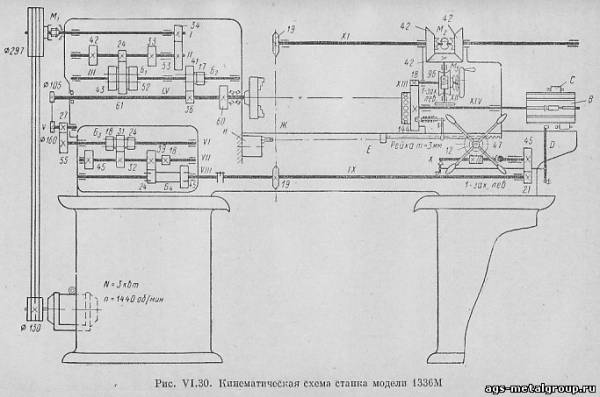 У каробцы скарасцей ёсць трайны рухомы блок Б₁ і двайны рухомы блок Б₂. Акрамя таго, зубчастыя колы 34 і 53 могуць мяняцца месцамі. Усяго шпіндзель можа мець 12 розных лікаў абарачэнняў. Аднак, паколькі чатыры з іх супадаюць, станок мае восем розных хуткасцяў кручэння шпіндзеля ад 44 да 1150 аб/мін.
Прывад падачы атрымлівае рухі ад шпіндзеля праз клінараменную перадачу са шківамі дыяметрамі 105 і 160 мм, зубчастыя колы 27 - 55 і скрынку падач. Апошняя забяспечвае атрыманне шасці хуткасцяў кручэння вала IХ. Падоўжная падача здзяйсняецца перасоўваннем рэвальвернага суппорта. Пры падоўжнай падачы рух перадаецца ад вала IХ праз зубчастыя колы 21 - 45, вал Х, чарвячную перадачу 1 - 47 з падальным чарвяком рэечнай шасцярні 12, змешчанай у зачапленні з рэйкай m = 3 мм, прымацаванай да суппорта рэвальвернай галоўкі.
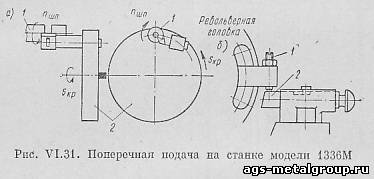
Папярочны суппорт у станкоў, мелых рэвальверную галоўку з гарызантальнай воссю, адсутнічае, і папярочная падача sкр пры апрацоўцы дэталі 1 ажыццяўляецца за рахунак кручэння рэвальвернай галоўкі 2 (мал. 31, а).
 Пры папярочнай кругавой падачы рух таксама запазычаецца ад вала IХ (мал. 30) і далей перадаецца праз ланцуговую перадачу 19 - 19, вал ХI, канічны рэверс 42 - 42 - 42, кіраваны кулачковай муфтай М₂, чарвячную перадачу 1-96, M₃, вал ХIII, зубчастыя колы 18-144 валу ХIV рэвальвернай галоўкі. Аўтаматычнае выключэнне падоўжнай падачы ажыццяўляецца механізмам падальнага чарвяка. На вале ХIV рэвальвернай галоўкі размешчаны барабан упораў У з перасоўнымі ўпорамі С. Пры падоўжным перасоўванні галоўкі перасоўны ўпор З упіраецца ў належны момант у рычаг D, паварочвае яго і дае магчымасць чарвяку выйсці з зачаплення з чарвячным колам 47.
Пры падрэзцы тарцоў, фасонным тачэнні, адрэзку і іншых аперацыях, для выканання якіх патрабуецца дакладная ўсталёўка прылады ў падоўжным кірунку, выкарыстоўваецца барабан упораў І. Рэвальверны суппорт перамяшчаюць уручную налева датуль, пакуль умацаваны на ім упор Е не кране рэгуляванага ўпора Ж. Пасля гэтага ўключаюць папярочную падачу. Барабан упораў І паварочваюць ад рукі і фіксуюць зашчапкай у кожнай пазіцыі.
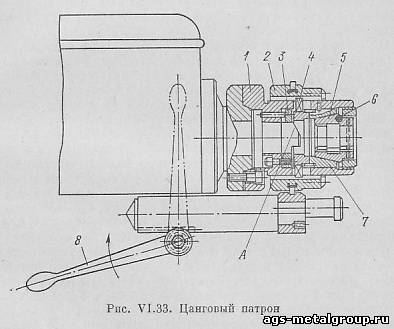
 Абмежаванне папярочнай кругавой падачы ажыццяўляецца высоўным папярочным упорам 2 (мал. 31, бы). Кручэннем шрубы 1 вырабляецца рэгуляванне папярочнага перасоўвання. Падача прутка на станку 1336М ажыццяўляецца ўручную. Для заціску пруткового матэрыялу на станку выкарыстоўваецца цангавы патрон. Цанга ўяўляе сабой сталёвую загартаваную ўтулку, якая складаецца з трох пялёсткаў (мал. 32). Форма і памер адтуліны цангі павінны адпавядаць профілю прутка. Замацаванне прутка вырабляецца радыяльным сціскам пялёсткаў цанги (мал. 33) пры перасоўванні канічнай утулкі 7. Пры павароце дзяржальні 8 па гадзіннікавай стрэлцы ўтулка 2, слізгальная на шпонцы ўздоўж восі корпуса 1, дзвюма шрубавымі пазамі паварочвае кула. А, прылеглыя да такіх жа скосаў кулачка 3, нерухома замацаванага ў корпусе. Пад дзеяннем шрубавых скосаў пры павароце кулачок 4 перамесціцца направа. Пад націскам кулачка 4 канічная ўтулка 7 таксама перамесціцца направа і сцісне цангу 5. Пры зваротным руху ўтулкі 2 кулачок 4 паварочваецца ў зваротным кірунку і цанга 5, расціскаючыся пад дзеяннем спружын 6, выціскае налева канічную ўтулку. Для надання ўніверсальнасці цанговым патронам цангі звычайна робяцца зменнымі.
 § 20. Такарныя аўтаматы і паўаўтаматы
Аўтаматамі называюцца станкі, на якіх пасля таго, як яны наладжаны, апрацоўка дэталей праводзіцца без удзелу рабочага. Паўаўтаматамі называюцца станкі, у якіх усе рухі аўтаматызаваны, акрамя ўстаноўкі і зняцця гатовай дэталі, якія вырабляюцца працоўным. Паўаўтаматамі з'яўляюцца шматразцовыя такарныя станкі, прынцып дзеяння якіх апісаны ў §18.
Такарныя аўтаматы падзяляюцца на аднашпіндзельныя і шматшпіндзельныя. Одношпиндельные аўтаматы ўжываюцца галоўнай выявай для апрацоўкі дэталяў з пруткоў дыяметрам да 36 мм. Шматшпіндзельныя аўтаматы ўжываюцца звычайна для апрацоўкі вырабаў з прутка дыяметрам 15 - 100 мм. Выбар тыпу аўтамата для апрацоўкі дэталяў з пруткоў дыяметрам 15 - 36 мм вызначаецца эканамічнымі меркаваннямі і патрабаванай дакладнасцю апрацоўкі. Пры меншай серыйнасці або больш высокіх патрабаваннях да дакладнасці дэталяў аддаюць перавагу ўжываць аднашпіндзельныя аўтаматы.
Аднашпіндзельныя такарныя аўтаматы. Яны падзяляюцца на рэвальверныя, фасонна-адразныя і фасонна-падоўжныя.
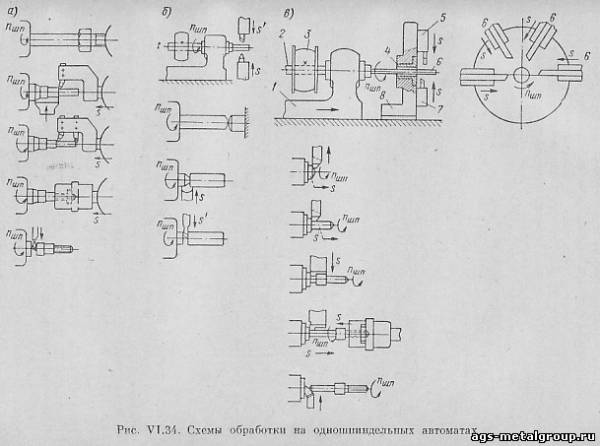 Рэвальверныя аўтаматы маюць падоўжны суппорт з рэвальвернай галоўкай і два-тры папярочных суппорта. Усе рухі, пачынальна ад падачы прутка да ўпора і канчаючы адразаннем гатовай дэталі, аўтаматызаваны. Прыклад апрацоўкі на такіх станках прыведзены на мал. 34, а. Бо для змены пазіцый прылады кожны раз неабходна адводзіць і паварочваць рэвальверную галоўку, той час халастых хадоў на гэтых аўтаматах даволі вяліка ў параўнанні са часам рэзання. Таму рэвальверныя аўтаматы выкарыстоўваюцца толькі ў тых выпадках, калі ўжыванне рэвальвернай галоўкі, якая нясе некалькі паслядоўна якія працуюць прылад, неабходна, т. е. для выраба дэталяў складаных абрысаў.
Фасонна-адразныя аўтаматыужываюцца для апрацоўкі кароткіх дэталяў, якія могуць быць апрацаваны некалькімі адначасова дзейснымі разцамі пры папярочнай падачы. Схема працы гэтых станкоў паказана на мал. 34, б. Некаторыя мадэлі падобных аўтаматаў абсталёўваюцца дадатковым падоўжным суппортам для ўсталёўкі свердзелаў і іншай прылады.
Фасонна-падоўжныя аўтаматыпрацуюць па схеме, прыведзенай на мал. 34, у, і прызначаны ў асноўным для апрацоўкі дэталяў тыпу валікаў. Пруток 6, які верціцца разам са шпіндзелем 2 ад шківа 3, атрымлівае падоўжнае перасоўванне разам са шпіндзельнай бабкай 1. Пруток прапускаецца праз люнет 4, замацаваны ў нерухомай стойцы 3. Разцы, усталяваныя ў папярочных суппортах 7 і 5, могуць атрымліваць радыяльную падачу або застава . Пры падоўжным абточванні разец усталёўваецца на патрабаваны памер, пасля чаго суппорт застаецца нерухомым. У выпадку папярочнага тачэння суппорт з разцамі перамяшчаецца, а шпіндзельная бабка спыняе сваё перамяшчэнне. Станок мае чатыры-шэсць папярочных суппорт. Для свідравання цэнтральных адтулін і наразанні разьбярстваў ужываюцца адмысловыя прынады.
|


