АПРАЦОЎКА НА СТРАГАЛЬНЫХ, ДАВЕЖНЫХ І ПРЯТЯЖНЫХ СТАНКАХ
§ 39. Строганне і дзяўбленне
Працэс стругання характарызуецца прамалінейным зваротнапаступальным рухам рэзання і прамалінейным перыядычным рухам падачы. Пры габлёўцы ствараецца працоўны ход, падчас якога адбываецца працэс рэзання і халасты (зваротны) ход.
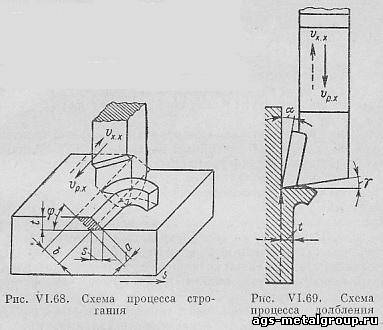 Адрозніваюць папярочную і падоўжную габлёўку. Пры папярочнай габлёўцы (мал. 68) галоўны рух паведамляецца прыладзе, а рух падачы - нарыхтоўцы, пры падоўжным габлёўцы рух рэзання паведамляецца нарыхтоўцы, а рух падачы - прыладзе.
Да групы стругальных станкоў адносяцца і долбежные станкі. Пры дзяўбанні галоўны (зваротна-паступальны) рух ажыццяўляецца ў вертыкальнай плоскасці і паведамляецца прыладзе (мал. 69). У якасці рэжучай прылады пры габлёўцы і дзяўбанні ўжываюцца стругальныя і долбежные разцы. Па канструкцыі працоўнай часткі яны аналагічныя такарным разцам.
Элементы рэзання.Падчас рэзанні зваротна-паступальнае перасоўванне дэталі (інструмента) з'яўляецца рухам рэзання, а перарывістае (перыядычнае) перасоўванне прылады (дэталі) перпендыкулярна да кірунку галоўнага руху- рухам падачы.
Хуткасць рэзання υ вымяраецца ў м/мін, падача s - у мм на кожны падвойны ход нарыхтоўкі або прылады. Глыбіня рэзання вызначаецца як найкароткая адлегласць паміж апрацаванай і апрацоўванай паверхнямі (мал. 68 і 69).
Шырыня стружкі b і таўшчыня стружкі α вызначаецца як і пры тачэнні. Сілы рэзання пры габлёўцы і хуткасць рэзання, дапушчальная рэжучымі ўласцівасцямі стругальных разцоў, падлічваюцца гэтак жа, як і пры тачэнні.
Асноўны час пры габлёўцы і дзяўбанні. Асноўны час вызначаецца па наступнай формуле
 дзе Ў - шырыня апрацаванай паверхні ў мм (мал. 70); s - папярочная падача ў мм/дзв. ход; b₁ - даўжыня ўразання ў мм (b₁ = t сtq φ); b₂ - перабег разца ў мм, b₂ = (2 - 3) мм; n - лік падвойных хадоў у хвіліну; t - глыбіня рэзання ў мм; φ - галоўны кут у плане разца. дзе Ў - шырыня апрацаванай паверхні ў мм (мал. 70); s - папярочная падача ў мм/дзв. ход; b₁ - даўжыня ўразання ў мм (b₁ = t сtq φ); b₂ - перабег разца ў мм, b₂ = (2 - 3) мм; n - лік падвойных хадоў у хвіліну; t - глыбіня рэзання ў мм; φ - галоўны кут у плане разца.
 Строганне - параўнальна малапрадукцыйны працэс, бо праца вядзецца адналязовай прыладай, а наяўнасць халастых хадоў значна павялічвае час апрацоўкі. Аднак струганне атрымала значнае распаўсюджванне ў дробнасерыйнай і адзінкавай вытворчасці, асабліва ў станкабудаванні і цяжкім машынабудаванні.
Важная ўласцівасць стругальных станкоў - іх універсальнасць і прастата. Настройка на апрацоўку дэталяў струганнем не патрабуе складаных прылад і прыстасаванняў. Акрамя таго, прадукцыйнасць стругальных станкоў пры апрацоўцы доўгіх, але вузкіх паверхняў часам нават вышэй, чым фрэзерных станкоў.
У залежнасці ад кампаноўкі і характару працы стругальныя станкі падпадзяляюцца на папярочна-стругальныя, падоўжна-стругальныя і вертыкальныя - долбежные.
§ 40. Папярочна-стругальныя станкі
Папярочна-стругальныя станкі прызначаны для стругання гарызантальных, вертыкальных і нахільных паверхняў на загатоўках дробных і сярэдніх дэталей, для праразання прамалінейных паз, канавак і выманняў.
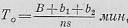
 Папярочна-стругальны станок мадэлі 7М36 . Асноўнымі вузламі (мал. 71) станка з'яўляюцца падстава 1 і станіна 2, па гарызантальным накіроўвалых якой перамяшчаюцца паўзун 7 з суппортам 6. Па вертыкальных накіроўвалых станіны перасоўваецца папярочка 3, а па накіроўвалых папярочкі - стол 5, які для большай устойлівасці падтрымліваецца стойкай 4.
Апрацоўваная дэталь замацоўваецца на стале, на гарызантальнай і вертыкальнай апорных паверхнях якога для гэтай мэты прадугледжаны Т-вобразныя пазы. Разец замацаваны ў разцатрымальніку, усталяваным на суппорце 6.
Галоўны працоўны рух і перарывістыя падачы стала ў вертыкальным і гарызантальным кірунку ажыццяўляюцца ад гідрапрывада з бесступенькавым рэгуляваннем хуткасці руху паўзуна. Рух падачы пры габлёўцы гарызантальных паверхняў паведамляецца апрацоўванай дэталі, якая разам са сталом перамяшчаецца па накіроўвалых папярочкі. Пры габлёўцы вертыкальных і нахільных паверхняў падача ажыццяўляецца перасоўваннем суппорта па вертыкальных накіроўвалых.
Для ажыццяўлення вертыкальнай падачы можна таксама карыстацца вертыкальным перасоўваннем папярочкі па накіроўвалых станіны. Аднак, як правіла, гэтае перасоўванне выкарыстоўваецца толькі як усталявальнае пры наладзе станка ў адпаведнасці з габарытамі апрацоўванай дэталі. Вертыкальнае ручное перасоўванне суппорта ўжываецца таксама для ўсталёўкі разца на глыбіню рэзання падчас налад і пры паўторных праходах у выпадку габлёўкі гарызантальных паверхняў.
Станок мае гидропанель 10 для кіравання гідраўлічнымі прыладамі. Дзяржальняй 8 вырабляюць пуск і прыпынак станка, дзяржальняй 9 - бесступенькавая змена хуткасцяў, а дзяржальняй 11 уключаецца любая з усталяваных хуткасцяў.
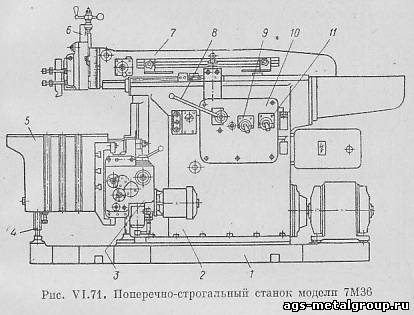
 Папярочна-стругальны станок з хісткай кулісай. Рэгуляванне вылету паўзуна адносна апрацоўванай дэталі, т. е. пачатковай і канчатковай кропак шляху разца, ажыццяўляецца перасоўваннем паўзунка 10 з кулісай 12 (мал. 72) адносна паўзуна 16; перасоўванне паўзунка вырабляецца ўручную з дапамогай дзяржальні, якая апранаецца на квадрат, валіка бы, канічнага зачаплення z = 18 і z = 40 і шрубы 11. Пасля перасоўвання паўзунок з дапамогай дзяржальні 9 замацоўваецца ў патрэбным становішчы на паўзуне.
Даўжыня ходу паўзуна рэгулюецца перасоўваннем куліснага каменя 14. Для гэтага з дапамогай дзяржальні рух перадаецца праз зубчастыя колы 40 - 22 шрубы і далей гайцы 13. З павелічэннем радыусу кручэння куліснага каменя павялічваецца даўжыня ходу паўзуна.
Адначасова з куліснай шасцярняй z = 100, якая атрымлівае кручэнне ад рухавіка N = 2,8 квт праз скрынку хуткасцяў, якая забяспечвае шэсць хуткасцяў перамяшчэння паўзуна, круціцца зубчастае кола z = 36. Яно знаходзіцца ў зачапленні з другім зубчастым колам z = 36. На апошнім замацаваны кривошипный палец 17, які з дапамогай шатуна 18 пампуе рычаг 19 з сабачкам. Сабачка 20 счапляецца з храповым колам z = 36, якое замацавана на хадавым шрубе папярочнай падачы. Рэгуляванне падачы ажыццяўляецца завароткам шчытка 21, які пры гэтым, затуляе частка зуб'яў храпового кола. Пры зваротным ходзе сабачка выходзіць на шчыток і счапляецца з храпавік толькі сышоўшы са шчытка.
Вертыкальная механічная падача таксама робіцца ў канцы халастога ходу паўзуна. Рычаг 8, набягаючы ў канцы халастога ходу на кулачок 15, паварочваецца і праз сабачку 7 паварочвае храповое кола 5, на адным вале з якім замацавана канічнае зубчастае кола 4. Праз зубчастае кола 3 кручэнне перадаецца зубчастага кола-гайцы 2; пры гэтым шруба 1 атрымлівае вертыкальнае перасоўванне.
Для ўсталявальных вертыкальных перасоўванняў стала служыць тэлескапічная шруба 22.
§ 41. Падоўжна-стругальныя і долбежные станкі
 Падоўжна-стругальныя станкі. Гэтыя станкі прызначаны для апрацоўкі буйнагабарытных і цяжкіх дэталяў ці для адначасовай апрацоўкі некалькіх дэталяў сярэдніх памераў.
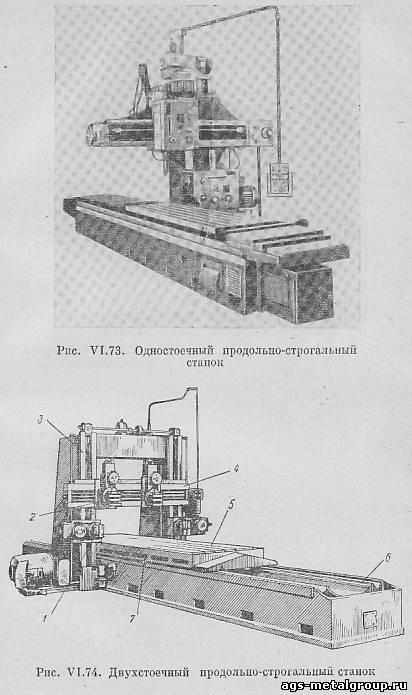
Падоўжна-стругальныя станкі бываюць аднастойкавыя (мал. 73) і двухстоечныя (мал. 74). Па накіроўвалых станіны 6 двухстоечнага падоўжна-стругальнага станка (мал. 74) перамяшчаецца стол 5, на якім усталёўваецца апрацоўваная дэталь. Траверса 4 перамяшчаецца па накіроўвалых стоек 3. У станка маюцца чатыры суппорта - два вертыкальных 2, размешчаных на траверсе, і два бакавых 1, якія перамяшчаюцца па накіроўвалых стоек.
Перасоўванне траверсы па накіроўвалых стоек з'яўляецца ўсталявальным і выкарыстоўваецца для грубіянскай налады станка. Гарызантальныя і вертыкальныя перасоўванні суппортаў даюць магчымасць ажыццяўляць канчатковую ўсталёўку разцоў і механічную падачу падчас габлёўкі.
На стале маюцца перастаўныя ўпоры 7, якія дазваляюць рэгуляваць даўжыню ходу стала ў залежнасці ад даўжыні апрацоўкі.
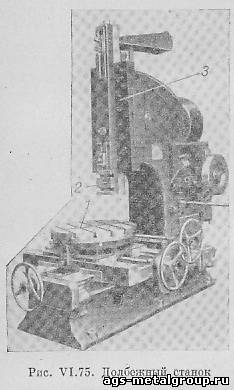 Долбежные станкі. Долбежные станкі ўжываюцца для апрацоўкі шпоночных паз і розных фасонных адтулін ва ўмовах адзінкавай і дробнасерыйнай вытворчасці. Рух рэзання ў станкоў - зваротна-паступальны, рух долбяка 2 (мал. 75) - па накіроўвалых станіны 3. Рух падачы паведамляецца сталу 1, на якім усталёўваецца і замацоўваецца апрацоўваная дэталь. Пры апрацоўцы плоскасцяў стол атрымлівае падоўжнае ці папярочнае перасоўванне, а пры апрацоўцы цыліндрычных участкаў паверхняў - кругавы рух падачы. Галоўнае зваротна-паступальны рух ажыццяўляецца з дапамогай гідраўлічнага прывада або кривошипно-куліснага механізму.
§ 42. Працягванне і працяглыя станкі
Протягивание ажыццяўляецца шматлязовым рэжучым інструментам - протяжкой, якія атрымліваюць паступальны рух адносна выраба. Кожны наступны зуб протяжки размешчаны вышэй папярэдняга і зразае з апрацоўванай паверхні дэталі габлюшку таўшчынёй 0,01 - 0,2 мм. Такім чынам, рух падачы прадугледжана самай канструкцыяй прылады. Рух рэзання прамалінейны і значна радзей круцільны. Схема працы протяжек прыведзена на мал. 76, а.
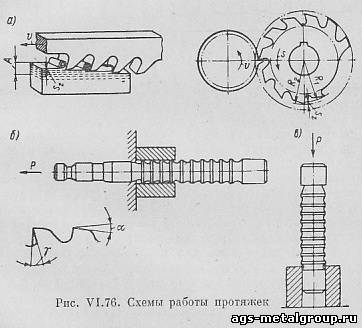 Калі пры прамалінейным руху рэзання сіла прыкладаецца не да хваставіка, як гэта паказана на мал. 76, б, а да задняга тарца працяжкі, то такая працяжка, якая працуе на сціск (мал. 76, в), называецца прашыўкай. У пазбяганне падоўжнага выгібу прашыўка павінна быць карацей працяжкі, і яе даўжыня звычайна не перавышае 15 дыяметраў.
Хуткасць рэзання пры протягивании параўнальна нізкая- 2 - 15 м/мін [0,03 - 0,25 м/з]. Аднак протягивание - высокапрадукцыйны працэс, бо вялікая сумарная даўжыня рэжучых беражкоў, якія працуюць адначасова. Дакладнасць апрацоўкі пры протягивании - 3 - 2-го класа, шурпатасць апрацаванай паверхні - 7 - 9-го класа.
Працяжка, яе часткі і элементы.Працяжкі падпадзяляюцца на ўнутраныя для апрацоўкі ўнутраных паверхняў (мал. 76, бы) і вонкавыя (мал. 76, а) - для апрацоўкі незамкнутых паверхняў.
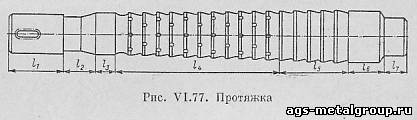 Працяжка складаецца з наступных частак (мал. 77): хваставік l₁, служачага для замацавання працяжкі ў патроне працяглага станка, шыйкі l₂, на якую звычайна наносіцца маркіроўка працяжкі, пярэдняй накіроўвалай часткі l₃, прызначанай для ўстаноўкі апрацоўванай дэталі на працяжцы перад працягванне. Рэжучая частка працяжкі l₄ забяспечваецца вялікай колькасцю зуб'яў і вырабляе ўсю працу па зразанні металу; калібра частка ₅ прызначана для павышэння дакладнасці і чысціні паверхні, адукаванай рэжучымі зуб'ямі, і гарантуе атрыманне памераў гатовай адтуліны. Задняя накіравальная частка l₆ перашкаджае перакосу дэталі на працяжцы і пашкоджанні з прычыны гэтага апрацаванай паверхні ў момант вынахаду апошніх зуб'яў калібравальнай часткі з адтуліны.
Задні кут зуб'яў працяжкі α (мал. 76, б) выбіраецца незалежна ад апрацоўванага металу і вызначаецца выглядам аперацыі (чарнавая або чыставая) і тыпам працяжкі. Малая велічыня задняга кута (α = 1 -4 °) тлумачыцца тым, што вялікія заднія куты выклічуць значныя змены памераў зуб'яў у папярочным перасеку пры ператочванні, якое праводзіцца па пярэдняй паверхні. Пярэдні кут γ выбіраецца ў залежнасці ад апрацоўванага матэрыялу роўным 10 - 20 °.
Памеры адтулін, апрацоўваных протяжками, вагаюцца ў шырокіх межах. Часцей за ўсё ўнутраныя протяжки прымяняюцца для адтулін памерам 10 - 250 мм. Вонкавымі протяжками апрацоўваюцца рэйкі, зубчастыя колы, шрубавыя канаўкі, дэталі пнеўматычных прылад і інш.
Адрозніваюць вольнае і каардынатнае працягванне. Пры вольным спосабе протягивания нарыхтоўка цэнтруецца толькі перадпакоя і задняй накіроўвалымі протяжки. Пры каардынатным спосабе ўжываюць прылады, якія забяспечваюць базаванне працяжкі адносна нарыхтоўкі для атрымання дакладнага размяшчэння працягнутай паверхні адносна базавай.
Працяжкі вырабляюцца з інструментальнай сталі - легіраванай і хуткарэзнай. Хуткарэзную сталь варта ўжываць для протяжки пры наяўнасці вялікіх паверхняў трэння (дробнашліцавыя протяжки), пры вонкавым протягивании, калі праца вырабляецца з адносна высокімі хуткасцямі рэзання і падачай па чорнай паверхні, а таксама пры апрацоўцы чыгуну.
У апошні час протяжки абсталёўваюць цвёрдым сплавам (ВК8, ВК6М). Іх устойлівасць пры гэтым значна павялічваецца ў параўнанні з хуткарэзнымі протяжками.
Працяжкі з'яўляюцца складанай і дарагой прыладай, і таму іх ужыванне апраўдваецца галоўным чынам толькі ў серыйнай і масавай вытворчасці.
Працяжныя станкі. Станкі для ўнутранага протягивания выконваюцца ў гарызантальным і вертыкальным выкананні.
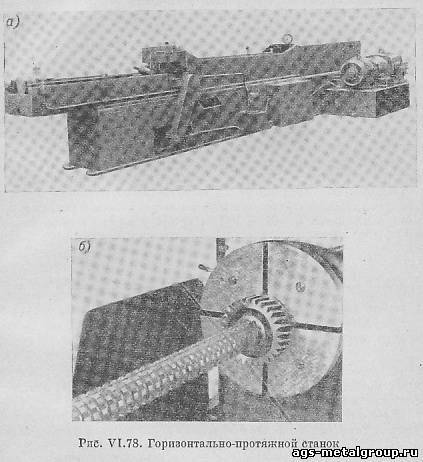 Гарызантальныя станкі для ўнутранага протягивания прымяняюцца ў асноўным у серыйнай вытворчасці (мал. 78, а). На мал, 78, бы паказана протягивание шлицевого адтуліны ў шасцярні. Вертыкальныя станкі для ўнутранага протягивания (вертыкальныя паўаўтаматы) адрозніваюцца высокай прадукцыйнасцю і прымяняюцца пераважна ў масавай вытворчасці.
Станкі для вонкавага протягивания звычайна вертыкальнага тыпу.
Сучасныя працяглыя станкі выпускаюцца, як правіла, з гідраўлічным прывадам. Намінальны цягавы высілак вагаецца ў межах 5 - 40 т [50 - 400 кн], а даўжыня ходу паўзуна 1000 - 2000 мм.
|