АПРАЦОЎКА НА СВЯРЛІЛЬНЫХ І РАСТОЧНЫХ СТАНКАХ
§ 21. Свідраванне
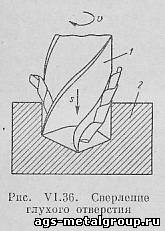
Свідраванне - найболей распаўсюджаны метад атрымання адтулін рэзаннем; дае магчымасць атрымліваць адтуліны ў суцэльным матэрыяле і павялічваць дыяметр наяўнай адтуліны (расвідроўванне). Галоўны рух пры свідраванні - вярчальны, рух падачы - паступальны. Абодва выгляду руху могуць паведамляцца дэталі і прыладзе ў розных камбінацыях. Пры свідраванні на звычайных свідравальных станках абодва рухі атрымлівае прыладу - свердзел 1 (мал. 36). Нарыхтоўка 2 мацуецца нерухома. Пры свідраванні на такарных станках і адмысловых свідравальных станках (станкі для глыбокага свідравання) круціцца апрацоўваная дэталь, а свердзелу паведамляецца толькі паступальны рух падачы.
 Па канструкцыі свердзела падпадзяляюцца на наступныя: спіральныя, перовые, цэнтровачныя, для глыбокага свідравання і інш. Свердзелы вырабляюцца як з інструментальных сталей (Р18, Р9, 9ХС, РК5), так і абсталяванымі пласцінкамі цвёрдых сплаваў.
§ 22. Часткі і элементы спіральнага свердзела
Спіральныя свердзелы (мал. 37, а) - найбольш распаўсюджаная прылада для свідравання і рассвідроўвання адтулін. Дыяметры іх вагаюцца ў межах 0,25 - 80 мм.
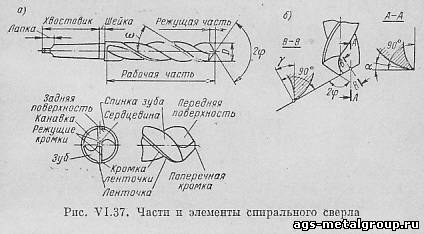 Свердзел складаецца з працоўнай часткі, шыйкі, хваставік (цыліндрычнага або канічнага) і лапкі. У свердзелаў з цыліндрычным хваставік лапкі адсутнічаюць. Працоўную частку складаюць рэжучая і накіроўвалая часткі. Накіравальная частка засцерагае свердзел ад зводу ў бок і дазваляе ажыццяўляць шматразовую ператочванне свердзела. Па ўсёй даўжыні гэтай часткі свердзела маюцца вузкія накіравальныя стужачкі, якія служаць для накіравання прылады ў адтуліне. Дзякуючы наяўнасці стужачак трэнне свердзела аб апрацаваную паверхню змяншаецца, бо памяншаецца пляц судотыку прылады з паверхняй адтуліны. З гэтай жа мэтай на накіроўвалай частцы свердзела робіцца зваротны конус (0,04 - 0,09 мм на 100 мм даўжыні).
Галоўныя функцыі падчас рэзання выконвае рэжучая частка свердзела, на якой размешчаны ўсе яго рэжучыя элементы галоўныя рэжучыя беражкі, папярочны рэжучы беражок, перадпакоі і заднія паверхні.
Галоўныя рэжучыя беражкі ўтворацца скрыжаваннем перадпакояў і задніх паверхняў. Геаметрычная форма шрубавых канавак падбіраецца з такім разлікам, каб галоўныя рэжучыя беражкі былі прамалінейнымі. Як і разец, свердзел мае пярэдні і задні вуглы (мал. 37, б). Задні кут α у свердзела пераменны, які павялічваецца ад перыферыі да цэнтра (да 25 - 30 °). Пярэдні вугал γ памяншаецца па меры набліжэння да цэнтра. Найбольшая велічыня яго залежыць ад кута нахілу шрубавых канавак ω.
Дапаможнымі рэжучымі беражкамі свердзела з'яўляюцца шрубавыя беражкі накіроўвалых стужачак. Варта адзначыць, што на ўсіх рэжучых прыладах маюцца галоўныя і дапаможныя рэжучыя беражкі, і толькі свердзелы маюць яшчэ адну рэжучую абзу, званую папярочнай. Яна ўтворыцца ад перасячэння дзвюх задніх паверхняў свердзела.
Кут 2φ (падвоены кут у плане) паміж рэжучымі беражкамі вагаецца ад 80 (для мармуру і іншых далікатных матэрыялаў) да 140' (для алюмінія, бабіта і іншых мяккіх металаў). Для свідравання, сталі і чыгуну гэты кут бярэцца роўным 116 - 118 . Кут нахілу шрубавай канаўкі ω вызначае велічыню пярэдняга кута і вагаецца ад 10 (для выпадкаў свідравання далікатных матэрыялаў) да 45 ° (для мяккіх матэрыялаў). Для свідравання сталі і чыгуну гэты кут бярэцца роўным 30 °. Свердзел працуе ў цяжкіх умовах, бо свідраванне вырабляецца часцей за ўсё ў суцэльным матэрыяле. Адтуліна пасля свідравання атрымліваецца недакладным (5 - 4-й класы дакладнасці) і мае грубіянскую апрацаваную паверхню (3 - 4-й класы па Дасце 2789 - 59). Недакладнасць тлумачыцца зводам свердзела з прычыны наяўнасці папярочнай абзы і няправільнага (несіметрычнага) завострывання галоўных рэжучых беражкоў.
Папярочны беражок пры працы свердзела не рэжа, а душыць метал нарыхтоўкі. Устаноўлена, што каля 65% намаганняў падачы прыпадае на папярочную абзу. Для палягчэння ўмоў працы свердзела ўжываюць падвострыванне папярочнай абзы. Вырабляюць таксама падвойнае завострыванне свердзелаў, якія працуюць па чыгуне і сталі, з кутом 2φ₁ = 75 - 80° (мал. 38, а). Шырыня b задняй паверхні другога завострывання робіцца ў межах 0,18-0,22 дыяметра свердзела. У выніку падвойнага завострывання павялічваецца шырыня стружкі і павялічваецца ўстойлівасць свердзела.
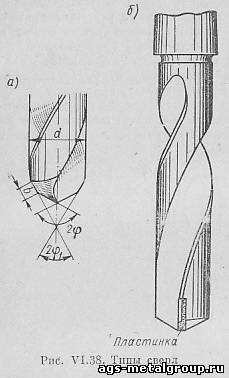 Свердзелы, абсталяваныя пласцінкамі цвёрдых сплаваў. Гэтыя свердзелы ўжываюцца для свідравання чыгуну, загартаванай сталі, пластмас, шкла, мармуру і іншых матэрыялаў (мал. 38, бы). Яны валодаюць высокай устойлівасцю, забяспечваюць больш высокую прадукцыйнасць, павялічваюць якасць апрацоўванай паверхні і знаходзяць у прамысловасці ўсё большае ўжыванне. Пры свідраванні загартаваных сталей рэкамендуецца ўжываць цвёрдыя сплавы маркі Т15К6, пры апрацоўцы чыгунаў і неметалічных матэрыялаў маркі ВК8.
§ 23. Элементы рэзання
Хуткасцю рэзання пры свідраванні называецца акруговая скорасць вярчэння найбольш аддаленага пункта рэжучай абзы ад восі свердла. Хуткасць рэзання падлічваецца па формуле дзе d - вонкавы дыяметр свердзела ў мм; n - лік абарачэнняў свердзела ў хвіліну.

Ведаючы хуткасць рэзання і дыяметр свердзела, можна вызначыць лік абарачэнняў свердзела: Падачай пры свідраванні называецца перамяшчэнне свердзела ўздоўж восі за адзін яго абарот (або за адзін абарот нарыхтоўкі). Велічыня падачы вымяраецца ў міліметрах на адно абарачэнне свердзела і пазначаецца s мм/аб. Бо свердзел мае дзве галоўныя рэжучыя беражкі, то падача, якая прыходзіцца на кожную з іх, s z = s/2. Як і пры такарнай апрацоўцы, падачу можна вымяраць і ў міліметрах за адну хвіліну (хвілінная падача). Хвілінная падача вызначаецца па формуле sm = sn мм / мін, дзе s - падача за адзін абарот; n - лік абарачэнняў свердзела ў хвіліну.
Перасек стружкі F, якая здымаецца свердзелам за адзін абарот, набліжана можа быць вылічана па формуле F = 2 аЬ мм², дзе а - таўшчыня зрэзу ў мм (мал. 39, а), якая вымяраецца ў кірунку, перпендыкулярным да рэжучай абзы; Ь - шырыня зрэзу ў мм, якая вымяраецца ўздоўж рэжучай абзы.
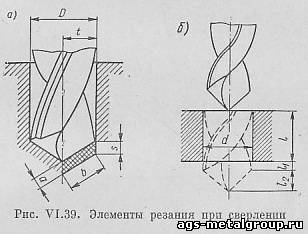 Глыбінёй рэзання пры свідраванні адтулін завецца адлегласць ад апрацоўванай паверхні адтуліны да восі свердзела: t = D/2.
Асноўны час пры свідраванні, падлічваецца па формуле (мал. 39, бы) дзе l - глыбіня свідравання ў мм (глыбіня адтуліны); l₁ - велічыня пераходу ў мм пры выхадзе свердзела (1 - 2 мм); l₂ - велічыня ўразання свердзела ў мм. Прыбліжана можна лічыць, што для звычайных свердзелаў з адзінарным завострываннем l₁ + l₂ = 0,3d, з падвойным завострываннем l₁ + l₂ = 0,4d. § 24. Сілы рэзання і магутнасць У працэсе рэзання на свердзел дзейнічаюць восевы намаганне падачы Ро і крутоўны момант Мкр. Вызначэнне сілы
Ро і Мкр вырабляецца па формулах, атрыманым эксперыментальным шляхам. Для свердзелаў з інструментальных сталей пры апрацоўцы сталёвых і чыгунных дэталяў яны маюць наступны выгляд:
 У прыведзеных формулах Ср і См - каэфіцыенты, якія характарызуюць матэрыял і ўмовы яго апрацоўкі; D - дыяметр свердзела ў мм; s - падача ў мм/аб; zp, yp, zm, ym - паказчыкі ступеняў; kp і km – агульныя паправачныя каэфіцыенты на змененыя ўмовы апрацоўкі. Значэнні каэфіцыентаў выбіраюцца па нарматывах у залежнасці ад умоў апрацоўкі.
Магутнасць рэзання пры свідраванні вызначаецца па формуле
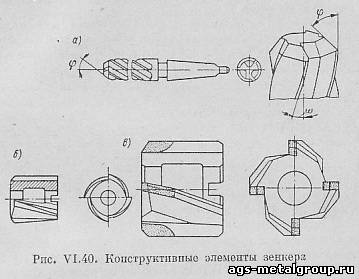
Ведаючы магутнасць, якая затрачваецца на рэзанне, можна вызначыць магутнасць электрарухавіка станка, якая забяспечыць правядзенне працэсу рэзання пры свідраванні: дзе η - к. п. д. станка. § 25. Зенкераванне Пры апрацоўцы раней атрыманай адтуліны (ліццём, штампоўкай або свідраваннем) прымяняецца зенкераванне, якое забяспечвае 4-ы клас дакладнасці і шурпатасць апрацаванай паверхні ў межах 4 - 5-га класаў па Дасце 2789 - 59. Зенкераванне які ажыццяўляецца зенкераванне для канчатковай або прамежкавай апрацоўкі адтулін (звычайна перад разгортваннем). На мал. 40, а паказаны канструктыўныя элементы зенкера.

 Зенкер мае ўсе канструктыўныя элементы, уласцівыя свердзелу. Адрозненне зенкера ад свердзела складаецца ў тым, што ў яго адсутнічае папярочная рэжучая абза і ён мае не дзве, а тры ці чатыры рэжучыя беражкі. Апошняе забяспечвае атрыманне больш высокай прадукцыйнасці і чысціні апрацаванай паверхні зенкераваннем у параўнанні з рассвідроўваннем.
Галоўныя рэжучыя беражкі зенкера размешчаны пад кутом φ = 45 ÷ 60 ° да кірунку падачы. Дапаможныя рэжучыя беражкі накіраваны па шрубавай лініі з кутом нахілу ω. Шрубавыя канаўкі дазваляюць атрымаць пярэдні кут патрэбнай велічыні і аблегчыць выхад стружкі з адтуліны.
Геаметрычныя параметры зенкера нічым не адрозніваюцца ад свердзела і характарызуюцца заднім вуглом α, пярэднім вуглом γ і галоўным вуглом у плане φ. Вырабляюцца зенкеры з хуткарэзнай сталі.
Зенкеры для апрацоўкі адтулін вялікіх дыяметраў робяцца насаднымі (мал. 40, бы), а таксама абсталяванымі пласцінкамі з цвёрдых сплаваў (мал. 40, у).
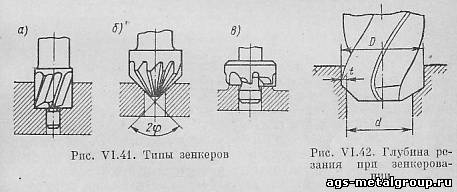
Існуюць разнавіднасці зенкераў для выканання спецыяльных тэхналагічных аперацый. Зенкер для атрымання цыліндрычных паглыбленняў пад галоўкі шруб і нітаў паказаны на мал. 41, а; для апрацоўкі канічных паглыбленняў, званы зянкоўкай - на мал. 41, б; для падрэзкі кантавых паверхняў прыліваў (бабышак) пад шайбы (цэкоўка) - на мал. 41, ст.
 Элементы рэзання пры зенкераванні. Хуткасць рэзання пры зенкераванні падлічваецца па той жа формуле, што і пры свідраванні. Прыпуск пад зенкераванне пакідаюць у залежнасці ад дыяметра зенкера ў межах 0,5 - 3,5 мм на бок.
Глыбіня рэзання (у мм) пры зенкераванні (мал. 42) роўна t = Dd/2, дзе d - дыяметр падрыхтаванай адтуліны ў мм, D - дыяметр зенкера ў мм.
Падача s пры зенкераванні выяўляецца ў міліметрах на адзін абарот зенкера. Паколькі ў зенкера маецца некалькі рэжучых беражкоў (па ліку зуб'яў зенкера), то падача sz прыходная на кожную з іх, роўна sz = s/z мм/зуб, дзе z - лік зуб'яў зенкера.
§ 26. Разгортванне
Для атрымання высокай дакладнасці і чысціні апрацаванай паверхні папярэдне прасвідраваныя ці апрацаваныя зенкерам адтуліны падвяргаюцца разгортванню. Разгортванне падзяляецца на чарнавое і чыставое. Пры чарнавым разгортванні дасягаецца 3-й, пры чыставым 2-й клас дакладнасці. Шурпатасць паверхні дасягаецца ў межах 7-9-га класаў.
Па спосабе прымянення разгорткі дзеляцца на машынныя, якія прымяняюцца на розных станках, і ручныя, якімі праца вырабляецца ўручную. Па канструкцыі мацавання разгорткі дзеляцца на хваставыя і насадныя. Разгорткі робяцца з інструментальных сталей ці абсталёўваюцца пласцінкамі цвёрдых сплаваў.
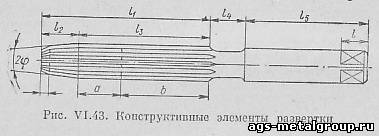 Элементы разгорткі. На мал. 43 паказана ручная разгортка, якая складаецца з рабочай часткі l₁, якая ўключае рэжучую частку l₂ і калібравую частку l₃. Рэжучая (заборная) частка выконвае асноўную працу рэзання. Калібруючая частка накіроўвае разгортку ў адтуліне і забяспечвае неабходныя дакладнасць і шурпатасць паверхні адтуліны. Калібруючая частка складаецца з двух участкаў: цыліндрычнага а і канічнага Ь, званага зваротным конусам. Зваротны конус робіцца для памяншэння трэння разгорткі аб апрацаваную паверхню і памяншэнні велічыні разбіўкі адтуліны.
Хваставік l₅ разгорткі служыць для замацавання разгорткі ў патроне або варотцы. Пры ручным разгортванні (мал. 43) мацаванне разгорткі ажыццяўляецца ў варотцы з дапамогай квадрата l, пры машынным - разгорткі робяцца з цыліндрычным (для малых памераў) або канічным хваставік. Паміж рабочай часткай і хваставік ёсць шыйка l₄.
Лік зуб'яў разгорткі робіцца цотным для выгоды вымярэння яе дыяметра. Звычайна разгорткі маюць ад 6 да 12 зуб'яў. У выпадку неаднастайнасці апрацоўванага матэрыялу зуб'і разгорткі адчуваюць перыядычную змену нагрузкі, што можа прывесці да з'яўлення на апрацоўванай дэталі падоўжных рысак, размешчаных адпаведна кроку зуб'яў. У пазбяганне гэтага вырабляюць разгорткі з нераўнамерным крокам зуб'яў, але так, каб процілеглыя зуб'і парамі ляжалі ў дыяметральнай плоскасці (для выгоды вымярэння дыяметра разгорткі).
У залежнасці ад выгляду разгорткі, тэхналагічных умоў апрацоўкі і дыяметра апрацоўванай адтуліны прыпуск на апрацоўку пры чарнавым разгортванні вагаецца ў межах 0,15 - 0,5 мм, пры чыставым разгортванні - у межах 0,05 - 0,2 мм. Рэжым рэзання пры разгортванні характарызуецца тымі ж элементамі, што і пры зенкераванні.
|
