§ 7. Астуджэнне і змазка пры рэзанні металаў
У мэтах памяншэння трэння і ахаладжэння інструмента і апрацоўванай дэталі вельмі шырока прымяняюць ахаладжальна-змазвальныя вадкасці.
У практыцы апрацоўкі металаў рэзаннем найболей ужывальныя астуджальна-змазвальныя вадкасці: эмульсіі, кампаўндаваныя маслы, сульфофрезолы, мінеральныя і раслінныя алеі, раствор соды ў вадзе, шкіпінар і газа.
Акрамя астуджальнай здольнасці, якая ўжываецца пры рэзанні вадкасць павінна валодаць высокай змазвальнай здольнасцю, добра пранікаць паміж якія труцца паверхнямі, лёгка ўступаць у рэакцыю з апрацоўваным матэрыялам і ствараць ахоўную плёнку.
Эфектыўнасць ужывання астуджэння залежыць ад фізіка-механічных уласцівасцяў апрацоўванага матэрыялу, змазачна-астуджальнай вадкасці, інтэнсіўнасці астуджэння (колькасць якая падводзіцца вадкасці ў хвіліну) і ад спосабу яе падводу да зоны рэзання.
Пры багатым астуджэнні з інтэнсіўнасцю 8 - 12 л/мін [0,13 - 0,2 л/з] пры тачэнні сталі разцамі з хуткарэзнай сталі дапушчаецца падвышэнне хуткасці рэзання на 20 - 25%, пры тачэнні чыгуну на 12 - 15% (пры апрацоўцы чыгуну на знос разца ўплывае галоўнай выявай механічнае истирание, а не высокая тэмпература рэзання). Эфектыўнасць астуджэння залежыць не толькі ад складу і ўласцівасцяў вадкасці, але і ад спосабу яе падводу да зоны рэзання.
У наш час ужываюцца наступныя спосабы астуджэння: вольна падальнай бруёй, высоконапорное астуджэнне, астуджэнне паветранай эмульсіяй і распыленай вадкасцю.
Астуджэнне вольна падальнай вадкасцю - найболей распаўсюджаны спосаб астуджэння. Вадкасць помпай падаецца на габлюшку ў месцы яе аддзялення ад дэталі (пры тачэнні) або ж на якая верціцца прылада (пры фрэзераванні); трапляючы ў зону рэзання яна астуджае габлюшку, прылада і апрацоўваную дэталь і паніжае тэмпературу ў зоне рэзання на 50 - 100' З. Устойлівасць прылады ў залежнасці ад матэрыялу дэталі і хуткасці рэзання падвышаецца ў 2 - 4 разу.
З-за малой хуткасці падачы вадкасці (0,2 - 1,5 л/сек) інтэнсіўнасць астуджэння пры гэтым спосабе параўнальна невялікая, аднак з прычыны прастаты ён мае самае шырокае распаўсюджванне.
Высоканапорнае астуджэнне знаходзіць ужыванне пры апрацоўцы цяжкаапрацоўваных сталей. Змазачна-астуджальная вадкасць пад вялікім ціскам (15 - 20 ат) [(1,5 - 2,0) х 10⁶ Па] падводзіцца да рэжучай абзы разца знізу з боку яго задняй паверхні, праз вузкую шчыліну шланга. Пры высоконапорном астуджэнні назіраецца значнае падвышэнне ўстойлівасці разца ў параўнанні з звычайным метадам астуджэння.
Астуджэнне паветранай эмульсіяй і распыленай вадкасцю (эмульсіяй ці маслам) у выглядзе смугі характарызуецца малым выдаткам эмульсіі і чысцінёй працоўнага месца. Вадкасць накіроўваецца да рэжучай абзы з боку задняй паверхні разца пад вялікім ціскам.
§ 8. Утварэнне наросту на разцах
Бо стружка аказвае на перадпакой паверхня разца вельмі вялікі ціск, паміж імі ўзнікаюць вялікія сілы счаплення пры апрацоўцы некаторых металаў. У выніку адбываецца як бы зліпанне (зварванне) двух металаў: ніжніх часціц стружкі з пярэдняй гранню разца. Зліпанне, а таксама супраціў няроўнасцяў перадпакоя паверхні разца руху стружкі, ствараюць сілу трэння, якая перашкаджае яе адразу. Калі гэтая сіла становіцца больш сіл счаплення паміж часціцамі металу стружкі, ніжнія пласты стружкі як найболей спрасаваныя падчас рэзанняў адлучаюцца ад астатняй часткі стружкі і затрымоўваюцца, ці, як кажуць, застойваюцца на перадпакоі паверхні разца. Паступова напластоўваючыся адзін на аднаго, яны ўтвараюць паміж габлюшкай і пярэдняй гранню разца нерухомы, шчыльны, моцна спрасаваны пласт, які называецца наростам (мал. 9, б). Нараст мае клінаватую форму. Цвёрдасць нарасту ў 2 - 3 разу больш цвёрдасці апрацоўванага металу, і ён сам можа зразаць пласт металу. З'яўляючыся як бы працягам рэжучага кліну разца, нараст змяняе яго пярэдні кут (γ₁ з улікам нарасту больш γ, атрыманага пры завострыванні), а такім чынам, уплывае на працэс дэфармацыі зрэзанага пласта, знос разца і сілы, якія дзейнічаюць на разец, а таксама на якасць апрацаванай паверхні.
Нарост абараняе рэжучую абзу ад сціральнага дзеяння з боку сыходнай стружкі і з боку апрацаванай паверхні і да вядомай ступені засцерагае яе ад уздзеяння цеплыні, якая ўзнікае пры рэзанні.
Пры грубіянскай (чарнавой) апрацоўцы нарост не аказвае шкоднага ўплыву на працэс рэзання. Калі неабходна атрымаць высокую якасць апрацаванай паверхні, нараст непажаданы. Змена памераў нарасту прыводзіць да вялікай шурпатасці (пагаршэнню чысціні, апрацаванай паверхні) і да змены памеру апрацаванай паверхні па дыяметры.
Адукацыя нараста залежыць ад рэжыму рэзання, геаметрыі разца і ўмоў працы. Найбольшы ўплыў на адукацыю нарасту аказвае хуткасць рэзання υ. Пры хуткасцях рэзання каля 80 м/мін [1,3 м/з] і больш нараст не ўтворыцца і апрацаваная паверхня атрымліваецца з найменшай шурпатасцю. Той жа вынік атрымліваецца пры вельмі нізкіх хуткасцях рэзання парадку 1 - 2 м/мін [0,016 - 0,034 м/з] і менш, пры якіх нараст таксама не ўтворыцца.
Найбольш інтэнсіўна нарост утворыцца пры працы са хуткасцямі рэзання ў дыяпазоне 10 - 20 м/мін [0,16 - 0,34 м/з].
Перарывістае рэзанне (напрыклад, пры габлёўцы, фрэзераванні і т. п.) суправаджаецца рэзка зменнай (ударнай) нагрузкай на прыладу. Таму нараст у гэтым выпадку не ўтворыцца. Не выяўляецца нараст таксама пры апрацоўцы чыгуноў і іншых матэрыялаў, пры рэзанні якіх утворыцца стружкі надлому і як следства ствараецца пульсавала-ўдарная нагрузка на рэжучую абзу.
§ 9. Сілы рэзання і магутнасць пры тачэнні
Пры зразанні стружкі апрацоўваны метал аказвае супраціўленне рэзанню Р, якое пераадольваецца разцом (мал. 10, а). Пры такарнай апрацоўцы гэтую сілу зручна разглядаць як раўнадзейную трох узаемна перпендыкулярных складнікаў (мал. 10, б).
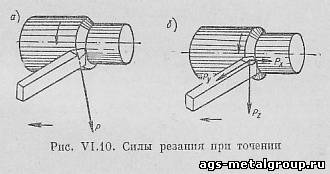
Сіла рэзання Pz накіравана вертыкальна і супадае з напрамкам галоўнага руху. Гэтая сіла імкнецца адціснуць разец уніз. Па ёй разлічваецца эфектыўная магутнасць рэзання.
Сіла падачы Px размешчана ў гарызантальнай плоскасці і накіравана ў бок, процілеглы падоўжнай падачы. Па ёй разлічваецца механізм падачы станка.
Радыяльная сіла Py размешчана таксама ў гарызантальнай плоскасці, але накіравана перпендыкулярна да восі апрацоўванай дэталі і ўздзейнічае на яе прагін. Пры апрацоўцы доўгіх дэталей малога дыяметра ўплыў гэтай сілы можна зменшыць за рахунак павелічэння галоўнага кута ў плане.
Усе гэтыя сілы вымяраюцца ў кілаграмах [ньютанах] і вызначаюцца з дапамогай спецыяльных дынамометраў. Даследаванні паказваюць, што сіла Px складае 10 – 25% сілы Pz, а сіла Py – З0 – 50% сілы Pz.
Сіла рэзання Pf, якая прыходзіцца на 1 мм² плошчы папярочнага сячэння стружкі f, называецца ўдзельным ціскам рэзання. Pf = Pz/f кг/мм².
Велічыня ўдзельнага ціску залежыць ад апрацоўванага матэрыялу, глыбіні рэзання і іншых фактараў.
Удзельны ціск рэзання для дадзенага металу, атрыманы пры пэўных умовах: глыбіні рэзання t = 5 мм, падачы s = 1 мм/аб, вуглі рэзання δ = 75˚, φ = 45˚ і λ = 0 пры рэзанні ўсухую, называецца каэфіцыентам рэзання k .
Калі каэфіцыент рэзання k вядомы, то сіла рэзання можа быць прыбліжана вызначана па формуле Pz = kf.
Дакладней сіла рэзання вызначаецца па эмпірычнай формуле.
 дзе Ср - каэфіцыент, які залежыць ад механічных уласцівасцяў апрацоўванага металу; t - глыбіня рэзання ў мм; s - падача ў мм/аб. дзе Ср - каэфіцыент, які залежыць ад механічных уласцівасцяў апрацоўванага металу; t - глыбіня рэзання ў мм; s - падача ў мм/аб.
Значэнняў Ср і паказчыкаў ступеней x p і y p прыводзяцца ў нарматыўных матэрыялах Навукова-даследчага бюро тэхнічных нарматываў (НІБТН).
Крутоўны момант на шпіндзелі вызначаецца па формуле дзе D - дыяметр апрацоўванай дэталі ў мм, а эфектыўная магутнасць па формуле дзе υ - хуткасць рэзання ў м/мін [м/з]. Ведаючы каэфіцыент карыснага дзеяння станка η (к. п. д.), можна вызначыць магутнасць электрарухавіка прывада галоўнага руху: § 10. Хуткасць рэзання і ўплыў на яе розных фактараў


Для выраба адной дэталі на станку патрабуецца вызначаны выдатак часу. Гэты час называецца адзінкавым Тшт; яно складаецца з сумы асобных часоў (у мін) Тшт = То + Тв + Тоб + Той, дзе То - асноўны тэхналагічны час (машынны час); Тв - дапаможны час (на ўсталёўку, мацаванне і здым дэталі, на кіраванне станком, халастыя перасоўванні рэжучай прылады, кантроль дэталі); Тоб - час на абслугоўванне працоўнага месца і станка (змазка станка, уборка стружкі і т. п.); Той - час перапынкаў на адпачынак і натуральныя патрэбы.
Асноўны тэхналагічны час Тое - гэта час, якое затрачваецца непасрэдна на працэс рэзання. Асноўны тэхналагічны час пры абточванні вызначаецца па формуле.
 дзе L - разліковая даўжыня апрацоўкі (складаецца з даўжыні апрацоўванай паверхні, шляхі ўразання і перабегу разца); s - падача разца ў мм/аб; n - лік абарачэнняў шпіндзеля ў хвіліну; i - лік праходаў. дзе L - разліковая даўжыня апрацоўкі (складаецца з даўжыні апрацоўванай паверхні, шляхі ўразання і перабегу разца); s - падача разца ў мм/аб; n - лік абарачэнняў шпіндзеля ў хвіліну; i - лік праходаў.
Як відаць з формулы, павелічэнне колькасці абарачэнняў нарыхтоўкі (або, што тое ж самае, хуткасці рэзання) прыводзіць да памяншэння машыннага часу То.
Аднак хуткасць рэзання нельга прызначаць без уліку пэўных умоў апрацоўкі, бо пры павелічэнні хуткасці рэзка ўзрастае інтэнсіўнасць зносу прылады, т. е. змяншаецца яго ўстойлівасць - час працы ад ператочвання да ператочвання. Чым вялікую хуткасць рэзання дапушчае прылада пры адной і той жа ўстойлівасці, тым вышэй яго рэжучыя ўласцівасці, тым ён больш прадукцыйны.
Дапушчальная хуткасць рэзання залежыць ад наступных фактараў: механічных уласцівасцяў апрацоўванага матэрыялу; матэрыялу рэжучай часткі разца; устойлівасці рэжучай прылады (фактычны час працы прылады ад ператочвання да ператочвання); падачы і глыбіні рэзання геаметрычных элементаў рэжучай часткі разца; выгляду апрацоўкі (тачэнне, расточванне, падразанне і т. д.); астуджэнні.
Апрацоўваны матэрыял. Найбольшы ўплыў на велічыню хуткасці рэзання аказваюць мяжу трываласці пры расцяжэнні σв і цвёрдасць НВ матэрыялу.
Здольнасць металаў паддавацца рэзанню прынята называць апрацоўвальнасцю. Асноўнай характарыстыкай апрацоўванасці з'яўляецца хуткасць рэзання, з якой можна апрацоўваць метал пры вызначанай устойлівасці прылады. Падыспытны метал апрацоўваюць да поўнага затуплення разца пры некалькіх хуткасцях рэзання, і на аснове атрыманых дадзеных знаходзяць велічыню хуткасці рэзання, якая адпавядае вызначанай умоўнай устойлівасці прылады. Пры тачэнні такая ўмоўная ўстойлівасць складае 60 мін, а ў якасці паказчыка апрацоўванасці прымаецца хуткасць рэзання υ₆₀.
Устойлівасць рэжучай прылады. З падвышэннем хуткасці рэзання ўстойлівасць прылады змяншаецца. Гэта залежнасць паводле эксперыментальных дадзеных можа быць выяўлена формулай  , Дзе А - сталая, якая залежыць ад уласцівасцяў апрацоўванага матэрыялу, глыбіні рэзання, падачы, матэрыялу рэжучай часткі разца, геаметрыі прылады; Т - час працы разца да затуплення (устойлівасць прылады) у мін; т - паказчык ступені, які залежыць ад уласцівасцяў апрацоўванага матэрыялу, матэрыялу рэжучай часткі прылады і характару апрацоўкі (паказчык адноснай устойлівасці). , Дзе А - сталая, якая залежыць ад уласцівасцяў апрацоўванага матэрыялу, глыбіні рэзання, падачы, матэрыялу рэжучай часткі разца, геаметрыі прылады; Т - час працы разца да затуплення (устойлівасць прылады) у мін; т - паказчык ступені, які залежыць ад уласцівасцяў апрацоўванага матэрыялу, матэрыялу рэжучай часткі прылады і характару апрацоўкі (паказчык адноснай устойлівасці).
Пры апрацоўцы сталей разцамі з хуткарэзнай сталі т = 0,125, пры апрацоўцы чыгуну т = 0,1; для разцоў, абсталяваных цвёрдым сплавам, т = 0,15 - 0,2.
Падача і глыбіня рэзання.Павелічэнне падачы і глыбіні рэзання абумоўлівае павелічэнне аб'ёму які здымаецца металу, а такім чынам, павелічэнне сілы рэзання і колькасці вылучанага цяпла. Гэта прыводзіць да паскоранага зносу разца, да зніжэння яго ўстойлівасці, а такім чынам, да неабходнасці памяншэння хуткасці рэзання.
У агульным выглядзе залежнасць хуткасці рэзання ад глыбіні рэзання і падачы можа быць выяўленая наступнай формулай: дзе Cυ - каэфіцыент, які залежыць ад умоў апрацоўкі (апрацоўванага матэрыялу, матэрыялу рэжучай часткі прылады, геаметрыі прылады, астуджэнні і т. д.); t - глыбіня рэзання ў мм; s - падача ў мм/аб; xυ, yυ- паказчыкі ступеняў, велічыня якіх вызначаецца ўласцівасцямі апрацоўваных металаў, матэрыялам прылады і ўмовамі апрацоўкі.

Пры тачэнні і разточванні нарыхтовак з вугляродзістай сталі разцамі з хуткарэзнай сталі для падачы s ≤ 0,25 мм/аб xυ = 0,25, yυ = 0,33, для падачы s > 0,25 мм/аб xυ = 0,25, yυ = 0,66.
З прыведзеных значэнняў відаць, што змена падачы больш рэзка адбіваецца на змене хуткасці рэзання, чым змена глыбіні рэзання, бо паказчык ступені пры падачы больш, чым пры глыбіні.
Геаметрычныя элементы інструмента. Чым больш пярэдні кут, тым менш сіла рэзання і цеплавылучэнне, тым вышэй здавалася б павінна быць і ўстойлівасць прылады. Аднак яна падвышаецца толькі да некаторай мяжы. Павелічэнне пярэдняга кута γ вядзе ў сваю чаргу да памяншэння кута завастрэння і аб'ёму галоўкі разца, з прычыны чаго памяншаецца трываласць рэжучай абзы і пагаршаецца цеплаадвод.
Для кожнага матэрыялу загатоўкі, матэрыялу разца і іншых умоў ёсць сваё аптымальнае значэнне вугла γ. Пры гэтым чым вышэй цвёрдасць апрацоўванага матэрыялу, тым менш дадатнае значэнне аптымальнага пярэдняга кута. Аналагічна ўплывае на стойкасць велічыня задняга вугла α.
З павелічэннем галоўнага кута ў плане пры пастаянных значэннях падачы і глыбіні рэзання павялічваецца таўшчыня і памяншаецца шырыня зрэзу. Пры гэтым памяншаецца даўжыня рэжучай абзы, якая ўдзельнічае непасрэдна ў рэзанні, павялічваецца цеплавая нагрузка, якая прыходзіцца на адзінку даўжыні рэжучай абзы, павялічваецца знос разца, зніжаецца яго ўстойлівасць. Пры памяншэнні кутоў у плане назіраецца зваротная карціна. Такім чынам, разцы з меншымі кутамі ў плане дапушчаюць ужыванне большай хуткасці рэзання.
Уплыў астуджэння на хуткасць рэзання было разгледжана вышэй.
Дапушчальная разцом хуткасць рэзання з улікам уплыву пералічаных вышэй фактараў пры падоўжным тачэнні можа быць падлічана па наступнай агульнай формуле: дзе Cυ - каэфіцыент, які характарызуе апрацоўваны матэрыял і ўмовы апрацоўкі; T - устойлівасць разца ў мін; t - глыбіня рэзання ў мм; s - падача ў мм/аб; xυ, yυ, m – паказчыкі ступеняў, k – агульны паправачны каэфіцыент, уяўлялы сабой твор шэрагу асобных паправачных каэфіцыентаў на ўмовы рэзання (механічныя ўласцівасці апрацоўванага матэрыялу, матэрыял рэжучай часткі разца і т. д.). § 11. Матэрыялы для вырабу рэжучых інструментаў

Матэрыял працоўнай часткі любой рэжучай прылады павінен валодаць наступнымі якасцямі: цвёрдасцю, якая перавышае цвёрдасць апрацоўванага матэрыялу, пры спалучэнні яе з магчыма меншай далікатнасцю; цеплаўстойлівасцю (або чырвонаўстойлівасцю), т. е. здольнасцю захоўваць зыходную цвёрдасць пры нагрэве да значных тэмператур падчас рэзанняў; вялікай зносаўстойлівасцю; высокай механічнай трываласцю.
Для выраба працоўнай часткі рэжучай прылады ўжываюць наступныя матэрыялы: інструментальныя вугляродзістыя сталі, інструментальныя легаваныя сталі; хуткарэзныя сталі; металакерамічныя цвёрдыя сплавы; мінералакерамічныя матэрыялы; алмазы.
Вугляродыстыя інструментальныя сталі.Гэтыя сталі ўтрымоўваюць 0,7 - 1,2% вугляроду. Цвёрдасць вугляродзістых інструментальных сталей пасля адпаведнай тэрмічнай апрацоўкі роўная НRС 58 - 62; яны валодаюць добрай глейкасцю і высокімі механічнымі ўласцівасцямі. Найбольш распаўсюджаныя сталі гэтай групы - сталі марак У10А і У12А.
Недахоп вугляродзістых інструментальных сталей - параўнальна нізкая цеплаўстойлівасць. Яны губляюць сваю цвёрдасць, а такім чынам, і рэжучыя ўласцівасці пры тэмпературы да 200 - 250' З. Таму інструментальныя сталі знаходзяць абмежаванае ўжыванне для прылад, якія апрацоўваюць мяккія матэрыялы або якія працуюць з нізкімі хуткасцямі (напрыклад, для разгортак малога дыяметра, метчыкаў і т. п. .).
Легіраваныя інструментальныя сталі.Яны ўтрымоўваюць 0,9- 1,1% вугляроду і легуюцца хромам, вальфрамам і інш. Сталі гэтай групы вытрымоўваюць тэмпературу да 250 - 300'З, што дазваляе падвысіць хуткасць рэзання ў 1,2 - 1,4 разу ў параўнанні са хуткасцямі, дапушчальнымі вугляродзістымі інструментальнымі сталямі. Найбольшае распаўсюджванне атрымалі сталі 9ХС, ХВ5, ХВГ. Так як гэтыя сталі мала дэфармуюцца пры тэрмічнай апрацоўцы, яны выкарыстоўваюцца для вырабу протяжек, свердзелаў, разгортак, метчыкаў, плашак і іншых інструментаў.
Хуткарэзныя сталі. Сталі гэтай групы ўтрымоўваюць 0,7 - 1,55% вугляроду, 9 - 18% вальфраму, 3,6 - 4,6% хрому, 1,0 - 5,0% ванадыя.
Хуткарэзная сталь дае магчымасць працаваць пры тэмпературы рэзання да 600'С. З хуткарэзнай сталі выконваецца толькі працоўная частка разцоў. Пласцінкі, форма і памеры якіх стандартызаваны, наварваюцца на дзяржаўку са звычайнай канструкцыйнай сталі.
У свердзелаў, буйных метчыкаў і інш. працоўная частка таксама выконваецца з хуткарэзнай сталі і прыварваецца да непрацоўнай, выкананай з канструкцыйнай сталі.
Атрымалі распаўсюджванне наступныя маркі хуткарэзных сталей: Р18, Р9, Р18Ф2, Р9Ф5, Р14Ф4, Р9К5; Р9К10, Р18К5Ф2 і Р10К5Ф5. У пералічаных марках сталей літара Р пазначае, што сталь ставіцца да групы хуткарэзных; лічба, якая стаіць пасля літары Р, паказвае сярэдні змест вальфраму (у %); лічба пасля літары Ф - сярэдні змест ванадыя; лічба пасля літары Да - сярэдні ўтрыманне кобальту.
Пасля якая адпавядае тэрмічнай апрацоўкі прылада з хуткарэзнай сталі мае цвёрдасць HRC 62 - 65 і можа працаваць пры хуткасцях рэзання, у 2 - 3 разу якія перавышаюць хуткасці, дапушчальныя інструментальнай вугляродзістай сталлю.
Для надання хуткарэзнай сталі высокай цвёрдасці яе падвяргаюць загартоўцы ў алеі або салетры і шматразоваму водпуску пры высокай тэмпературы.
Найбольш шырокае распаўсюджванне ў прамысловасці атрымалі хуткарэзныя сталі марак Р9 і Р18. У сталі Р9 утрымоўваецца дэфіцытнага і дарагога вальфраму ўдвая менш, чым у сталі Р18, аднак яна некалькі саступае апошняй у рэжучых уласцівасцях.
Сталі Р18, Р9 і Р18Ф2 ставяцца да сталяў звычайнай прадукцыйнасці, астатнія сталі - да сталям падвышанай прадукцыйнасці.
Кобальтавыя сталі Р9К5, Р9К10, Р18К5Ф2 і Р10К5Ф5 маюць у 2 - 3 разу вялікую цвёрдасць, чырвонаўстойлівасць і зносаўстойлівасць, чым сталь Р18, і найболей эфектыўныя пры апрацоўцы высоколегированных сталей цвёрдасцю НВ З00 - 350, а таксама пры апрацоўцы.
Цвёрдыя сплавы. Цвёрдыя сплавы захоўваюць высокую цвёрдасць пры нагрэве да тэмпературы 800 - 900'З. Аснову іх складаюць карбіды (хімічныя злучэнні з вугляродам) тугаплаўкіх металаў. Цвёрдыя сплавы не патрабуюцца ў тэрмічнай апрацоўцы і набываюць высокія рэжучыя ўласцівасці падчас іх вытворчасці. Пры правільным выкарыстанні цвёрдасплаўнай прылады ім можна працаваць са хуткасцямі рэзання, у 5 - 8 раз якія перавышаюць хуткасці рэзання, характэрныя для прылады з вугляродзістай сталі.
Цвёрдыя сплавы маюць гэтак высокія рэжучыя ўласцівасці дзякуючы таму, што карбіды тугаплаўкіх металаў, з якіх яны ў асноўным складаюцца валодаюць выключна высокімі цвёрдасцю (HRA 88 - 92), зносаўстойлівасцю і цеплаўстойлівасцю. Сувязны кобальт надае ім некаторую глейкасць.
Для выраба металарэзных прылад ужываюць вальфрамавыя цвёрдыя сплавы (група ВК) - ВК-2, ВКЗМ, ВК4, ВК6М, ВК8, ВК8В; титановольфрамовые цвёрдыя сплавы (група ТК) - Т5К10, Т14К8, ТЗ0К4; титанотанталовольфрамовые цвёрдыя сплавы - ТТ7К12, ТТ7К15.
Цвёрдыя сплавы групы ВК ужываюцца для апрацоўкі чыгуну, цвёрдых далікатных металаў і неметалічных матэрыялаў. Цвёрдыя сплавы групы ТК ужываюцца пры апрацоўцы сталей. Тытанатанталавальфрамавыя сплавы з'яўляюцца сплавамі падвышанай трываласці і ўжываюцца пры чарнавой апрацоўцы сталей і пры працы з ударам.
Цвёрдыя сплавы для абсталявання металарэзнай прылады выпускаюцца ў выглядзе пласцінак або ў форме суцэльных і пустотелых слупкоў. Для разцоў і кантавых фрэз ужываюцца шматгранныя цвёрдасплаўныя пласцінкі. Па меры зносу гэтыя пласцінкі не ператочваюцца, а пераўсталёўваюцца, і ў працу ўступае наступная грань.
У апошні час атрымалі таксама некаторы распаўсюджванне маналітныя канструкцыі прылад малых памераў (свердзелы, чарвячныя фрэзы і інш.) з пластыфікаваных цвёрдых сплаваў.
Мінералакерамічныя матэрыялы. Гэтыя матэрыялы атрымліваюцца на аснове вокісу алюмінія Al₂О₃. Мінералакерамічныя сплавы валодаюць высокай цвёрдасцю (HRА 89 - 95), зносаўстойлівасцю і цеплаўстойлівасцю (1200 З). Мінералакераміка з'яўляецца добрым дадаткам да цвёрдых сплаваў, асабліва пры апрацоўцы дэталяў з адбеленага чыгуну, загартаваных сталей і іншых цяжкаапрацоўваных матэрыялаў, а таксама пры апрацоўцы дэталяў з вялікімі даўжынямі праходу. Хуткасць рэзання такімі разцамі можа дасягаць 200 м/мін [3,5 м/з]. Аднак высокая далікатнасць абмяжоўвае іх шырокае ўжыванне ў прамысловасці.
Найбольш высокія рэжучыя ўласцівасці забяспечвае керамічны матэрыял маркі ЦМ-332.
Матэрыялы, якія змяшчаюць акрамя вокісу алюмінія асадкі металу ў колькасці 5 - 40% (керметы), меней далікатныя, але яны маюць паніжаную зносаўстойлівасць.
Алмазы. Ужыванне алмазаў для рэжучай прылады, асабліва ў сувязі з паспяховым рашэннем задачы па вырабе штучных алмазаў, увесь час пашыраецца.
Алмазы характарызуюцца вельмі высокай цвёрдасцю і зносаўстойлівасцю. Мікрацвёрдасць алмазаў пераўзыходзіць мікрацвёрдасць цвёрдых сплаваў прыкладна ў 6 разоў.
Недахопам дыяментаў з'яўляецца іх высокая далікатнасць, таму выкарыстанне дыяментаў магчыма толькі ў выпадку тонкай фінішнай апрацоўкі металаў з невялікай глыбінёй рэзання і падачай. Для выраба разцоў ужываюць крышталі дыямента вагай 0,31 - 0,85 карата (0,062 - 0,17 г) і больш, якія ўтрымліваюцца ў дзяржальні паяннем або механічным мацаваннем. Алмазнымі разцамі апрацоўваюцца толькі каляровыя металы і сплавы і неметалічныя матэрыялы.
|