Фармавальныя матэрыялы і сумесі
§ 4. Фармовачныя і злучныя матэрыялы
Фармовачныя матэрыялы. Для выраба формаў і стрыжняў падрыхтоўваюць сумесі з некалькіх прыродных матэрыялаў. Сумесі, прыгатаваныя з іх, называюцца фармовачнымі.
Фармовачныя матэрыялы падпадзяляюцца на асноўныя (пяскі і гліны) і дапаможныя.
Пяскі і гліны з'яўляюцца горнымі пародамі і адрозніваюцца паміж сабой па ўтрыманні так званых гліністых складнікаў, якія ўяўляюць сабой драбнюткія збожжа.
Пяскі, якія змяшчаюць да 2% гліністай складніку, называюцца кварцавымі. Пяскі, якія змяшчаюць звыш 2% гліністай складніку, але не больш за 50%, называюцца гліністымі. Для сталёвага ліцця, як правіла, гліністыя пяскі не прымяняюцца.
Замест звычайных фармовачных глін у сумесях часам ужываюцца бентанітавыя гліны (літарнае пазначэнне Б). У фармовачных глін вада ўтрымліваецца толькі на паверхні часціц, а часціцы бентанітавых глін валодаюць вялікай здольнасцю да набракання, і вада пранікае ўнутр іх часціц. Таму бентанітавыя гліны ў параўнанні з звычайнымі фармовачнымі маюць у 2 - 3 разы вялікую злучную здольнасць.
Фармовачная сумесь складаецца з кварцавага пяску, гліны, воды і супрацьпрыгарных матэрыялаў.
Для рознага ліцця ўжываюць розныя фармовачныя пяскі: дробназярністыя - для дробнага ліцця, крупнозерністой - для буйнога ліцця і сталёвых адлівак. Дробназярністыя фармовачныя пяскі даюць магчымасць атрымаць гладкія паверхні на дробных адліўках, а крупнозерністой забяспечваюць высокую газапранікальнасць і вогнетрываласць фармовачных сумесяў.
Да дапаможных матэрыялаў ставяцца злучныя стрыжневыя мацавальнікі, а таксама супрацьпрыгарныя матэрыялы (каменны вугаль, мазут, графіт, фарбы, націркі і інш.), прызначаныя для пакрыцця формаў і стрыжняў ці ў якасці дадаткаў да сумесяў.
Сувязныя матэрыялы.Асноўнае прызначэнне злучных матэрыялаў (мацавальнікаў) - забеспячэнне неабходнай трываласці стрыжня ў сухім стане. Ужывальная ў якасці злучнага матэрыялу фармовачная гліна не заўсёды дае дастатковую трываласць стрыжняў, акрамя таго, выдаленне стрыжняў з адліўкі з прычыны спякання гліны абцяжарана. Таму пясчана-гліністыя сумесі маюць абмежаванае ўжыванне і выкарыстоўваюцца для масіўных стрыжняў ці стрыжняў простай формы. Танкасценныя стрыжні і стрыжні складанай формы вырабляюцца з пяску і злучных матэрыялаў (мацавальнікаў), дзякуючы чаму яны адрозніваюцца значнай трываласцю ў сухім стане, высокай газапранікальнасцю і лёгка выдаляюцца з адлівак.
У ліцейнай вытворчасці ўжываецца вялікая колькасць разнастайных мацавальнікаў, вырабленых з недэфіцытных і нехарчовых матэрыялаў.
Мацуюць-дзеляцца на арганічныя і неарганічныя. Да арганічных ставяцца алеі, пекі, каніфолі, декстрин, сульфітна-спіртовая барда і інш., да неарганічных - фармовачная гліна, цэмент, вадкае шкло і інш.
Арганічныя мацавальнікі, у сваю чаргу, падзяляюцца на два класы: А - няводныя і Бы - водныя. Мацоўцы класа А не раствараюцца ў вадзе, не змешваюцца з ёй і не змочваюцца ёю (алей, пякі, бітумы, каніфоль). Мацэнты класа Б раствараюцца ў вадзе і здольныя звязваць пясок (дэкстрын, патака, сульфітная барда і інш.).
Сувязнае дзеянне алеяў заключаецца ў тым, што ў працэсе сушкі стрыжняў алей злучаецца з кіслародам паветра і акісляецца; пры гэтым утворацца трывалыя эластычныя плёнкі, якія пакрываюць зерні пяску тонкім пластом і трывала звязваюць іх паміж сабой.
Стрыжні, вырабленыя з пясчана-алейнай сумесі, валодаюць высокімі трываласцю і газапранікальнасцю, згодлівасцю, негіграскапічнасцю, добрай цякучасцю і лёгка выбіваюцца з адлівак. Сушка гэтых стрыжняў вырабляецца пры тэмпературы 200-230°С. Пры ніжэйшай тэмпературы працягласць сушкі павялічваецца, а пры больш высокай - плёнкі обугливаются і стрыжні губляюць неабходную трываласць.
Ніжэй прыводзяцца кароткія характарыстыкі некаторых мацавальнікаў.
Мацатар 4ГУ складаецца з 25% каніфолі, 25% алеі (расліннага, рыбінага тлушчу або бітуму) і 50% уайт-спірыту (асабліва чыстая газа).
Мацатар ГТФ(генератарная цяжкая фракцыя сланцавай смалы) атрымліваецца пры цеплавой перапрацоўцы сланцаў. Ён мае добрыя тэхналагічныя ўласцівасці, танны і недэфіцытны. Стрыжні, вырабленыя на гэтым мацавальніку, негіграскапічныя. Увядзенне яго ў склад сумесі ў камбінацыі з сульфітна-спіртавы бард значна павышае трываласць на парыў сухіх узораў, а таксама і трываласць сумесі ў вільготным стане.
Дэкстрын - прадукт, які атрымліваецца з бульбянога ці маісавай крухмалу апрацоўкай разведзенымі кіслотамі пры награванні. Дэкстрын можна ўводзіць у сумесі ў выглядзе парашка або раствора ў вадзе ў суадносінах 2:1. Недахопамі дэкстрыну з'яўляюцца яго высокі кошт і гіграскапічнасць.
Сульфітна-спіртавая барда - гэта адыход сульфітнага шчолаку, які атрымліваецца пры апрацоўцы драўніны слабой сярністай кіслатой.
Вадкае шкло атрымліваецца растварэннем у вадзе сілікат-калы або растваральнага шкла.
§ 5. Супрацьпрыгарныя матэрыялы
Важнай уласцівасцю фармовачных матэрыялаў і сумесей з'яўляецца процідзеянне прыгару, які ўтвараецца пры хімічным і механічным узаемадзеянні паміж формай і адліўкай. Адрозніваюць два выгляду прыгара - хімічны і механічны.
Хімічны прыгар атрымліваецца з прычыны фізіка-хімічных працэсаў, якія адбываюцца паміж вокісламі металу і фармовачнай сумессю пры заліванні. Закіс жалеза з зернямі кварца ўтварае сілікаты жалеза, якія маюць адносна нізкую тэмпературу плаўлення (1150 ° С) і вялікую вадкацякучасць. Сілікаты жалеза лёгка пранікаюць у сітавіны формы і ўтвораць на паверхні адліўкі пригар.
Чым больш гліны змяшчаецца ў фармовачнай сумесі, тым больш прыгар. Наяўнасць у сумесі вапняка і вялікай колькасці пылу (звыш 10 - 12%) таксама павялічвае прыгар.
Механічны прыгар з'яўляецца вынікам пранікнення металу ў сітавіны формы. З павелічэннем сітаватасці формы і памяншэннем шчыльнасці набівання фармовачнай сумесі пригар павялічваецца.
Для зніжэння прыгару ў склад фармовачнай сумесі ўводзяцца супрацьпрыгарныя дабаўкі або наносяцца на паверхню вырабленай формы. Найбольшае прымяненне маюць наступныя супрацьпрыгарныя матэрыялы пры вытворчасці адлівак з чыгуну: пылападобнага каменны вугаль, мазут, графіт і супрацьпрыгарныя эмульсіі. Пры судотыку з расплаўленым металам каменнавугальны пыл вылучае вялікую колькасць лятучых, якія ўтвараюць «газавую кашулю» паміж паверхняй формы і металам, чым прадухіляецца адукацыя пригара.
Для павелічэння супрацьпрыгарнасці формаў прымяняюцца эмульсіі, якія таксама паляпшаюць трываласць паверхні формаў. Эмульсіі наносяцца на паверхню волкіх формаў пры дапамозе пульверызатара.
Павелічэнне супрацьпрыгарнасці сухіх формаў і стрыжняў дасягаецца афарбоўкай іх фармовачнымі фарбамі, у якіх супрацьпрыгарныя матэрыялы знаходзяцца ва ўзважаным стане. Пасля сушкі фармовачныя фарбы ўтвораць суцэльную противопригарную скарынку, якая не дазваляе металу і вокіслам пранікаць у сітавіны формы.
Для чыгуннага ліцця ўжываюцца фарбы ГБ (графіта-бентанітавыя), у склад якіх уваходзяць графіт (вогнетрывалая складнік), бентаніт і арганічныя мацавальнікі (злучныя дадаткі). Пры ліцці з вугляродзістай сталі графіт замяняецца пылападобнага кварцам. Сувязнымі дадаткамі служаць тыя ж матэрыялы, што і для чыгуннага ліцця. Гэтым фарбам прысвоена марка СТ.
Для каляровага ліцця ўжываюцца фарбы марак ТБ (талька-бентанітавая) і ТТ (талька-графітавая).
§ 6. Падрыхтоўка фармовачных матэрыялаў
Падрыхтоўка фармовачных матэрыялаў складаецца з сушкі, драбненні і прасейванні. Для сушкі пяску і гліны прымяняецца рознае абсталяванне ў залежнасці ад аб'ёму вытворчасці: талерчатыя вертыкальныя сушыла або гарызантальныя барабанныя сушылы.
Шырокае ўжыванне атрымлівае спосаб сушкі ў «кіпячым» пласце. Сутнасць сушкі і астуджэнні пяску ў кіпячым пласце заключаецца ў наступным. Калі праз пласт пяску, які знаходзіцца ў якой-небудзь камеры на рашотцы, прадзьмухваць знізу нагрэтае паветра або газ, то збожжа пяску пачынаюць хутка перамяшчацца, ствараючы ўражанне кіпячай вадкасці. Перасоўванне часціц пяску павялічвае паверхню кантакту пяску з газавым ці паветраным струменем. Пры выкарыстанні гарачых газаў ці паветра мае месца інтэнсіўны цеплаабмен, і сушка адбываецца з вялікай хуткасцю.
На гэтым жа прынцыпе заснавана і астуджэнне высушанага пяску ў кіпячым пласце, прычым прадзьмух у гэтым выпадку вырабляецца ненагрэтым паветрам.
На мал. 111.4 прыведзена схема ўстаноўкі для сушкі пяску ў кіпячым пласце. Істужачным канвеерам 3 пясок транспартуецца да ўсталёўкі і праз прыёмную варонку 4 і рукаў 5 паступае на газаразмеркавальную рашотку 2, праз якую прадзьмухваюцца газы з топкі 1. Пры праходжанні газу ўверх праз газаразмеркавальную рашотку ствараецца «кіпенне» пяску, падчас якога адбываецца сушка апошняга. Высушаны пясок праз рукаў 6 выдаляецца з печы і накіроўваецца ў аналагічную ўстаноўку для астуджэння.
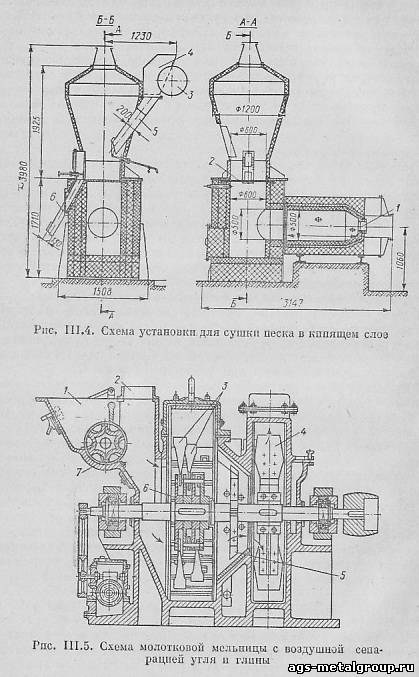
Для грубіянскага драбнення матэрыялаў ужываюцца драбнілку шчокавыя і малатковыя, з дапамогай якіх можна атрымаць кавалкі матэрыялу велічынёй 4 - 50 мм. Драбнейшае драбненне такіх матэрыялаў, як фармовачная гліна, бентаніт і каменны вугаль, вырабляецца на малатковым млыне (мал. 111.5) з паветранай сепарацыяй гліны ці вугалю.
Папярэдне раздробнены волкі матэрыял падаецца ў варонку 1 і далей з дапамогай зорчатага сілкавальніка 7 у камеру папярэдняй падсушкі 2. Пасля подсушки матэрыял паступае ў працоўную прастору, дзе круціцца ротар 6 з лапаткамі 3 (малаткамі). Вентылятарам 4 здробнены лапаткамі матэрыял засмоктваецца праз крыжавіну з нажамі 5 і выносіцца ў сепаратар (отделитель) з праточнай цыркуляцыяй паветра. Ва ўнутраным кажусе сепаратара буйныя часціцы абсоўваюцца і вяртаюцца зваротна ў млын, а тонказдробнены прыдатны матэрыял выносіцца ў цыклон (адстойнік), у якім адбываецца яго аблога. Падчас падрыхтовак адпрацаваных сумесяў апроч драбнення патрабуецца выдаліць металічныя ўключэнні. Для гэтай мэты ўжываюцца магнітныя сепаратары з нерухомымі ці якія верцяцца магнітамі.
|