ГАЗАВЫ ЗВАРКА
§ 19. Сутнасць працэсу
Газавай зваркай называецца працэс атрымання нераздымнага злучэння, які заключаецца ў нагрэве і расплаўленні газакіслародным полымем беражкоў зварваных дэталей і прысадачнага прутка, які прымяняецца для запаўнення раздзелкі і атрымання неабходнага сячэння шва.
Газавая зварка адрозніваецца прастатой і таннасцю абсталявання. Ужываецца галоўнай выявай для зваркі каляровых металаў, чыгуну, малоуглеродистых і легіраваных сталей невялікай таўшчыні, для наплаўкі цвёрдых сплаваў і асабліва пры рамонтных працах, пры пракладцы і мантажы труб.
§ 20. Газы, якія прымяняюцца для зваркі металаў
Для газавай зваркі і рэзкі металаў ужываюць ацэтылен (С₂Н₂), вадарод, нафтагаз, прыродны і свяцільны газ, пары бензіну і газы; часцей за ўсё ўжываецца ацэтылен, які вылучае вялікую колькасць цяпла і дае пры згаранні ў сумесі з кіслародам высокую тэмпературу полымя.
Ацэтылен атрымліваюць з карбіду кальцыю пры ўздзеянні на яго вады: СаС₂ + 2Н₂О = Са (ОН)₂ + С₂Н₂ + 30,4 ккал/г ∙ моль.
Пры раскладанні 1 кг карбіду кальцыя утворыцца 230 - 300 л ацэтылену, які запальваецца пры тэмпературы 420 'З, выбуханебяспечны пры сціску звыш 1,75 ат (0,175 Мпа) і пры працяглым судотыку з меддзю і срэбрам.
Кісларод прымяняецца пры зварцы і рэзанні ў газападобным стане. Пры тэмпературы - 183 'З і нармальным ціску кісларод ператвараецца ў вадкасць блакітнага колеру. Пры выпарэнні 1 л вадкага кіслароду утвараецца 790 л газу. Кісларод атрымліваецца ў спецыяльных раздзяляльных апаратах, якія астуджаюць паветра да вадкага стану і адлучаюць кісларод ад азоту. На заводы кісларод дастаўляецца ў газападобным стане ў балонах і ў вадкім выглядзе ў спецыяльных транспартных танках, з якіх затым яго пераліваюць у газіфікатары. З газіфікатараў кісларод паступае па трубах у цэх у газападобным стане.
§ 21. Апаратура для газавай зваркі
Газападобны кісларод захоўваецца і транспартуецца ў балонах ёмістасцю ў 40 л пад ціскам 150 ат (15 Мпа). Балоны для кіслароду і ацэтылену складаюцца з суцэльнацягнутай сталёвай пасудзіны з выпуклым дном і верхняй сферычнай часткай. На ніжнюю частку балона для ўстойлівасці насаджаны ў гарачым стане чаравік.
У гарлавіну балона ўкручваецца запорный вентыль, прызначаны для выпуску газу з балона і яго напаўненні. На гарлавіне балона насаджана кольца з вонкавым цыліндрычным разьбярствам, на якую накручваецца ахоўны каўпак.
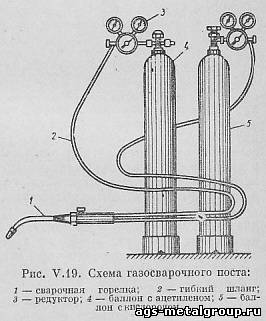 Кіслародны балон афарбоўваецца ў сіні колер, ацэтыленавы - у белы. Ацэтыленавы балон напаўняюць ацэтыленам пад ціскам 16 ат (1,6 Мпа). У пазбяганне выбуху балон напаўняюць сітаватай масай (актываваным вуглём), прасякнутай ацэтонам. У дробных сітавінах порыстай масы ацэтылен губляе свае выбуховыя ўласцівасці. Для паніжэння і рэгуляванні ціску кіслароду і ацэтылену карыстаюцца рэдуктарамі. На мал. 19 прыведзена схема газазварачнага паста.
Працоўны ціск пры зварцы складае для кіслароду 1 - 5 ат (0,1 ÷ 0,5 Мпа), для ацэтылену 0,1 - 1,5 ат (0,01 ÷ 0,15 Мпа). Рэдуктары (мал. 20) бываюць адно- і двухступеністыя; апошнія паніжаюць ціск са 150 ат (15 Мпа) да 50 ат (5 Мпа) і з 50 ат да працоўнага ціску.
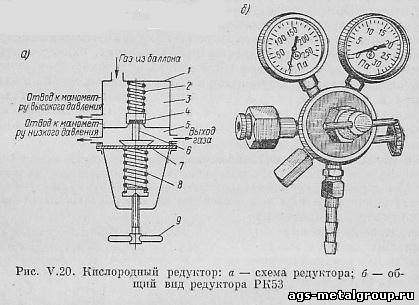 Газ з балона паступае ў камеру высокага ціску 3 карпусы 1. Паступленне газу ў камеру нізкага ціску 5 ажыццяўляецца ўкручваннем якая рэгулюе шрубы 9, які сціскае спружыну 8; пры гэтым перамяшчаюцца гумовая мембрана 7, шпіндзель 6 з націскной кружэлкай запорной спружыны 2, адчыняецца клапан 4 і газ пераходзіць з камеры высокага ў камеру нізкага ціску 5. Пры роўным паступленні і выдатку газу мембрана знаходзіцца стала ў адным становішчы. Пры ўзрастанні выдатку газу (зніжэнне ціску ў камеры 5) мембрана паднімае ўверх клапан і павялічваецца паступленне газу. Пры памяншэнні газу адбываюцца апусканне мембраны і перакрыцце клапана.
Ужываюцца таксама рэдуктары зваротнага дзеяння, у якіх клапан размешчаны так, што газ з балона прыціскае клапан да сядла.
Ацэтыленавыя генератары: служаць для атрымання ацэтылену шляхам раскладання карбіду кальцыя вадой.
Вырабляюць генератары нізкага ціску да 0,1 кг/см² (0,01 Мпа), сярэдняга - 0,1 - 1,5 кг/см² (0,01 - 0,15 Мпа), і высокага - звыш 1,5 кг/ см² (0,15 Мпа).
У залежнасці ад спосабу ўзаемадзеяння карбіду кальцыю і вады прымяняюцца розныя генератары (мал. 21).
У генератарах «карбід у ваду» кавалкі карбіду кальцыя перыядычна закідваюцца невялікімі порцыямі ў ваду, пры гэтым адбываецца поўнае раскладанне карбіду кальцыя з вылучэннем ацэтылену. У генератарах «вада на карбід» карбід кальцыя загружаюць у рэторты, у якіх ён змочваецца вадой і вылучае ацэтылен. Генератары гэтага тыпу маюць найвялікае ўжыванне. У генератарах кантактнай сістэмы карбід кальцыя і вада перыядычна прыводзяцца ў судотык і зноў раз'ядноўваюцца ў залежнасці ад ціску ацэтылену ў генератары.
Генератары дзеляцца на пераносныя (прадукцыйнасцю да 3 м³/ч ацэтылену) і стацыянарныя (прадукцыйнасцю больш за 3 м³/ч).
Для папярэджання выбуху пры зваротным удары полымя кіслароднае-ацэтыленавай сумесі кожны генератар павінен мець вадзяную ахоўную засаўку (мал. 22). Пры зваротным удары полымя газагенератар аддзелены ад полымя вадзяной засаўкай, у якім вада запаўняе газападводную трубку, а выбуховая сумесь газаў і вада выкідваюцца праз ахоўную трубку ў атмасферу. Пры выкарыстанні газу ад балонаў засцерагальнікам ад зваротнага ўдару служаць рэдуктары.
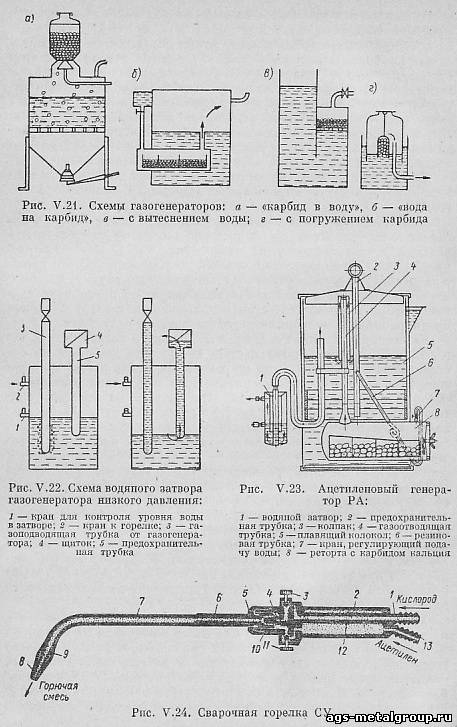 Газагенератар тыпу РА (мал. 23) нізкага ціску 0,12 ат (0,012 Мпа), прадукцыйнасцю 1 - 1,2 м³/ч, працуе па сістэме «вада на карбід». Вада па гумовай трубцы паступае ў рэторту, запоўненую карбідам; адбываецца адукацыя ацэтылену які паступае пад звон. Пры падвышэнні ціску ацэтылену звон паднімаецца разам з гумовай трубкай і паступленне вады ў рэторту спыняецца. Пры паніжэнні ціску ацэтылену звон апускаецца і вада зноў паступае ў рэторту.
Газагенератар мае вадзяную засаўку 1, праз які з-пад звана ацэтылен паступае ў шланг і далей у гарэлку, а таксама дзве рэторты, якія працуюць напераменку.
Зварачныя гарэлкі прызначаны для змешвання гаручага газу з кіслародам у суадносінах, які забяспечвае атрыманне полымя з зададзенымі ўласцівасцямі. Зварачныя гарэлкі вырабляюцца інжэктарныя і безінжэктарныя. Інжэктарныя гарэлкі працуюць пры ціску ацэтылену 0,01 - 0,5 ат (0,001 - 0,05 Мпа) і кіслароду 1 - 5 ат (0,1 - 0,5 Мпа) і з'яўляюцца ўніверсальнымі (мал. 24).
У гэтых гарэлках кісларод з балонаў паступае па шлангу да ніпелю 1 і затым па трубцы 12 у сопла інжэктара 10. Кісларод з інжэктара выходзіць з вялікай хуткасцю, у выніку чаго бруя кіслароду стварае разрэджанне ў ацэтыленавай камеры 2, якое забяспечвае подсос ацетилена камеру 6. Атрыманая сумесь па трубцы наканечніка 7 паступае ў муштук 8 і па выхадзе з яго згарае. Рэгуляванне складу сумесі вырабляецца вентылямі 8 і 11, размешчанымі ў корпусе 4.
Наканечнік далучаецца да корпуса накідной гайкай 5, а да муштука - ніпелем 9. Гарэлкі маюць зменныя наканечнікі, якія ўжываюцца ў залежнасці ад таўшчыні зварванага металу. Безинжекторные гарэлкі ўжываюць пры выкарыстанні падвышанага ціску ацэтылену больш за 0,5 ат (0,05 Мпа).
§ 22. Будова зварачнага ацэтылена-кіслароднага полымя
Ацэтылена-кіслароднае полымя (мал. 25) складаецца з трох зон: зона 1 (ядро) акружана тонкай асляпляльна якая свеціцца абалонкай, мае свабодны кісларод і прадукты распаду ацэтылену; зона 2 (аднаўленчая) мае найвышэйшую тэмпературу і ўтрымоўвае прадукты няпоўнага згарання; зона 3 (зона поўнага згарання) мае доўгую паходню жоўта-чырвонага колеру, у якім канчаткова згарае ацэтылен за кошт таксама кіслароду паветра.
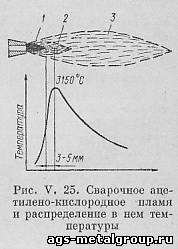 Зварку вырабляюць полымем другой зоны. Полымя рэгулюецца пры суадносінах кіслароду да ацэтылену (па аб'ёме), роўнаму 1,1-1,2. Такое полымя называюць нармальным ці нейтральным. Пры суадносінах кіслароду да ацэтылену больш за 1,2 - 1,3 полымя будзе пры зварцы звычайных сталей акісляльным і непрыдатным для зваркі. Пры лішку ацэтылену ў параўнанні з кіслародам (больш за 1,2) адбываецца насычэнне металу вугляродам; полымя пры такім суадносінах называецца аднаўленчым або науглерожваюць. Полымя з лішкам ацэтылену ўжываецца пры зварцы чыгуну, некаторых каляровых металаў, хуткарэзных сталей і для наплаўлення цвёрдых сплаваў.
§ 23. Тэхналогія газавай зваркі
Газавая зварка прымяняецца для нераздымных злучэнняў, аналагічных злучэнням, якія атрымлівае электрадугавая зварка ўсутыч, внахлестку, утаўр і інш.
Зварка внахлестку таўстасценных вырабаў не вырабляецца з-за моцнага мясцовага нагрэву металу, які выклікае значныя ўнутраныя высілкі і якія пагаршаюць яго структуру. Зварку звычайна вырабляюць нармальным полымем. У пазбяганне моцнага науглероживания металу ядро полымя не павінна дакранацца паверхні металу.
Зварка тонкіх вырабаў ажыццяўляецца без раздзелкі беражкоў шляхам іх расплаўлення, а вырабаў таўшчынёй больш за 5 - 6 мм- з разробліванне шва і з ужываннем присадочного прутка, які расплаўляецца і запаўняе зазор паміж зварваемымі вырабамі. Прысадны пруток размяшчаюць пад кутом 45° да паверхні металу, прычым канец яго павінен быць пагружаны ў расплаўлены метал. Для лепшага мяшання металу канцу присадочного прутка надаюць розныя зігзагападобныя вагальныя рухі ў залежнасці ад тэхналагічных асаблівасцяў працэсу.
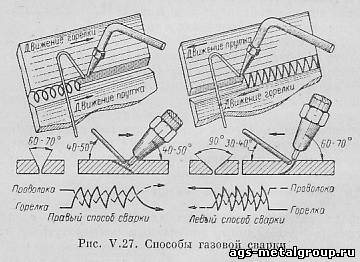
 Нагрэў металу залежыць ад кута нахілу гарэлкі да паверхні металу: чым ён больш, тым больш увод цяпла і хутчэй адбываецца нагрэў. Зварку тонкіх вырабаў варта выконваць з малодшым кутом нахілу гарэлкі, каб пазбегнуць прожога металу. Зварка вырабаў таўшчынёй 1 - 3 мм вырабляецца пад кутом нахілу гарэлкі муштука каля З0°, а таўшчынёй 10 - 15 мм - пры куце 70° (мал. 26).
Газавую зварку ажыццяўляюць двума спосабамі - левым і правым. Пры левым спосабе зваркі присадочный пруток перамяшчаюць наперадзе гарэлкі і полымя накіроўваюць наперад на асноўны метал, а пры правым спосабе наперадзе присадочного прутка перамяшчаюць гарэлку і полымя накіроўваюць назад на зварачнае шво (мал. 27). Правы спосаб зваркі павялічвае прадукцыйнасць на 20 - 25% за кошт лепшага выкарыстання цяпла, але ўжываецца толькі пры зварцы металу таўшчынёй больш за 5 мм, каб пазбегнуць яго прожога.
 Дыяметр асадкавага прутка выбіраецца ў залежнасці ад таўшчыні зварванага выраба і яго сплаву. Магутнасць полымя вызначаецца таўшчынёй металу, які зварваецца, і яго фізічнымі ўласцівасцямі. Выдатак ацэтылену вылічаецца па формуле А = kδ, дзе А - выдатак ацэтылену ў л/ч (см³/сек); δ - таўшчыня зварванага металу ў мм; k - каэфіцыент, роўны для чыгуну, малоуглеродистой сталі і алюмінія 100-120, для медзі 160-200, для нержавелай сталі 75 - 100.
Пры зварцы сталі дыяметр асадкавага прутка вызначаецца па эмпірычнай формуле d ≈ δ/2 + 1, дзе d - дыяметр прысадачнага прутка ў мм; δ - таўшчыня зварванай сталі ў мм.
Для газавай зваркі вугляродзістай сталі ўжываюць звычайна дрот з малавугляродзістай сталі. Для зваркі чыгуну, каляровых металаў і сплаваў, высоколегированных сталей выкарыстоўваюць асадкавыя пруткі звычайна таго ж складу, што і асноўны метал зварванага выраба.
Пры газавай зварцы чыгуну, каляровых металаў і некаторых адмысловых сталей ужываюць флюс у выглядзе парашка або пасты для растварэння вокіслаў і адукацыі лёгкаплаўкіх дзындраў. Зварка малавугляродзістых і канструкцыйных сталей вырабляецца без папярэдняга нагрэву і ўжыванні флюсу.
Зварка высокоуглеродистых сталей вырабляецца з ужываннем флюсу (50% вуглякіслага натрыю Nа₂СО₃ і 50% двууглекислого натрыю NаНСО₃) і падагрэвам да 600 - 650' З для павальнейшага астуджэння наплаўленага металу з мэтай пазбягання за Пасля зваркі выраб адпальваюць пры тэмпературы 750- 800' С.
§ 24. Газапрэсавая зварка
Газапрэсавай зваркай завецца працэс атрымання нераздымнага злучэння шляхам нагрэву ацэтылена-кіслародным полымем тарцоў зварваных дэталяў да пластычнага стану або да аплаўлення з наступным іх сціскам. Газапрэсавая зварка - прагрэсіўны спосаб, які забяспечвае высокую прадукцыйнасць і добрая якасць зваркі; ужываецца для зваркі труб роўнага перасеку, рэек, валаў, восяў і інш.
Зварка труб дыяметрам 200 - 300 мм і таўшчынёй сценкі 6 - 12 мм доўжыцца 30 - 100 сек. Нагрэў дэталяў да зварачнай тэмпературы вырабляецца адмысловай шматпалымянай гарэлкай з выходнымі каналамі дыяметрам 0,5 - 0,8 мм (мал. 28). Адбываецца раўнамерны і хуткі нагрэў дэталей.
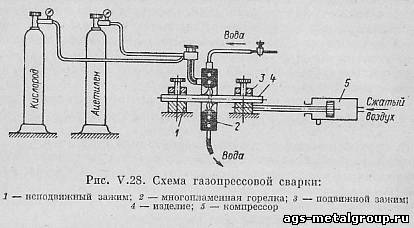 Усталёўка для газапрэсавай зваркі мае наступныя асноўныя часткі: заціскная прылада для мацавання зварваных дэталяў; прэс гідраўлічны ці пнеўматычны для сціску награваных дэталяў; шматпалымяную гарэлку, якая астуджаецца вадой; механізм для вагальных рухаў гарэлкі з мэтай раўнамернага нагрэву.
У залежнасці ад профіля зварваных вырабаў шматпалымяныя гарэлкі маюць разнастайныя канструкцыі. Для зваркі труб невялікага дыяметра 30 - 90 мм, а таксама круглых стрыжняў дыяметрам 30 - 60 мм ужываюць шматпалымяныя гарэлкі інжэктарнага тыпу КГ40, КГ90.
|