§ 4. Працэс нагрэву і з'явы, якія яго суправаджаюць. Рэжым нагрэву
Мэтай нагрэву металу перад гарачай апрацоўкай ціскам з'яўляецца зніжэнне яго супраціву дэфармаванню і павышэнне пластычнасці.
Пры нагрэве металу да максімальна дапушчальных тэмператур кавання (1100 - 1250° З для сталей розных марак) супраціў яго дэфармаванню змяншаецца ў 15 - 20 раз у параўнанні з звычайным лядоўням станам.
Нагрэў з'яўляецца найважнейшай аперацыяй пры апрацоўцы ціскам, бо ад яго залежаць якасць вырабаў, прадукцыйнасць абсталявання і сабекошт прадукцыі.
Асноўныя патрабаванні да нагрэву металу зводзяцца да забеспячэння раўнамернага прагрэву злітка або нарыхтоўкі па перасеку і даўжыні за мінімальны час, пры найменшай страце металу на чад (у акаліну) і эканомным выдатку паліва.
Невыкананне ўсталяванага рэжыму нагрэву па хуткасці і тэмпературам можа прывесці да шэрагу дэфектаў у метале, частка якіх з'яўляецца непапраўным шлюбам (перапал, расколіны).
Ужываюць два асноўных спосабу нагрэву нарыхтовак: палымяны нагрэў у печах і электранагрэў.
Пры палымяным нагрэве цяпло ад спальвання цвёрдага, вадкага або газападобнага паліва перадаецца награванаму металу трыма шляхамі: канвекцыяй - ад полымя і гарачых газаў да паверхні нарыхтовак; выпраменьваннем(прамянявыпусканнем) - ад полымя і распаленых сценак печы; цеплаправоднасцю - з паверхні нарыхтовак у глыб металу.
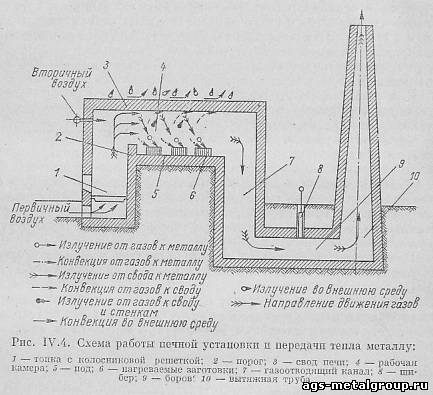 Схема перадачы цяпла металу ў працоўнай камеры награвальнай печы, якая працуе на цвёрдым паліве, з паўгазавым працэсам спальвання, намалявана на мал. IV.4.
Першаснае паветра ў колькасці 60% ад неабходнага для поўнага спальвання паліва падаецца праз колосніковую рашотку ў ніжнюю частку топкі. З прычыны няпоўнага згарання паліва ў топачны аб'ём паступае паўгаз, які змяшчае гаручыя: вокіс вугляроду, вуглевадароды, вадарод і часціцы вугляроду ў выглядзе сажы.
Паўгаз паднімаецца ўверх, змешваецца з другасным паветрам (астатнімі 40%) перад уваходам у працоўную камеру і дагарае ў ёй. У працоўнай камеры печы падпаленыя газы перадаюць цяпло нарыхтоўкам, навакольным сценкам і збору, а распаленыя сценкі і збор, у сваю чаргу, таксама адлюстроўваюць цеплавыя прамяні на ляжалыя на подзе печы нарыхтоўкі.
Цеплаабмен у печы паказаны на мал. IV,4 умоўнымі абазначэннямі. Пры нізкіх тэмпературах (да 600 - 900 ° С) пераважае цеплаперадача металу шляхам канвекцыі, а пры высокіх тэмпературах каля 90% усяго цяпла перадаецца выпраменьваннем. Нагрэву металу да высокіх тэмператур спадарожнічаюць цеплавое пашырэнне, структурныя ператварэнні і рост зерняў металу, змяненне яго механічных уласцівасцей, акісленне і абезуглероживание паверхні нарыхтовак.
Дэфектамі нагрэву з'яўляюцца перагрэў і перапал . Нагрэў сталі пры высокіх тэмпературах (звыш 1050° З) выклікае хуткае павелічэнне памераў зерняў за кошт зліцця драбнейшых зерняў у буйныя, т. е. перагрэў металу. Буйнозерністой метал мае нізкае супраціў удару і можа даць расколіны пры каванні. Перагрэў выпраўляецца тэрмічнай апрацоўкай.
Перапальваннем называецца з'ява скразнога акіслення металу нарыхтоўкі пры высокіх тэмпературах нагрэву (блізкіх да лініі салідус), якое суправаджаецца з'яўленнем вокіслаў па межах зерняў металу і парушэннем механічнай сувязі паміж зернямі. Перапаленая сталь рассыпаецца на кавалкі пад ударамі молата. Гэты шлюб непапраўны.
Зоны перагрэву і перапалу сталі паказаны на мал. IV.5.
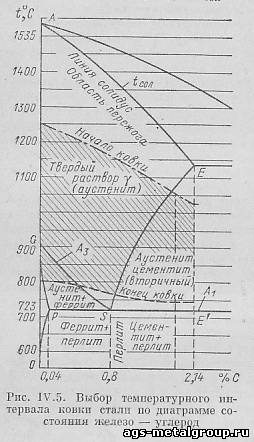 Вобласць тэмператур нагрэву металу, у якой рэкамендуецца вырабляць гарачую апрацоўку ціскам, называюць тэмпературным інтэрвалам кавання . Ён вызначаецца рознасцю паміж пачатковай тэмпературай кавання, да якой вырабляецца нагрэў металу, і канчатковай тэмпературай, пры якой коўка сканчаецца.
Для атрымання найменшага супраціву металу дэфармаванню і падвышэнні яго пластычных уласцівасцяў выгодна награваць метал як мага вышэй, бо гэта дазваляе затрачваць малодшую працу на дэфармацыю металу. Аднак высокі нагрэў абмежаваны магчымасцю перапалу металу.
Сканчаць коўку варта пры найболей нізкай тэмпературы, пры якой дэфармацыя яшчэ з'яўляецца гарачай і не з'яўляецца наклеп.
Тэмпературныя інтэрвалы кавання сталей і каляровых сплаваў прызначаюцца па дыяграмах стану гэтых сплаваў ці ж выбіраюцца па даведкавых табліцах, складзеным на аснове гэтых дыяграм.
Для вугляродзістай сталі тэмпературы пачатку кавання выбіраюць па дыяграме стану жалеза - вуглярод (мал. IV.5) на 150 - 200° ніжэй тэмпературы пачатку плаўлення сталі зададзенага хімічнага складу (т. е. тэмпературы tсол, якая адпавядае лініі солидус дыяграмы). Тэмпературу канца кавання ўсталёўваюць на 25 - 50° вышэй ніжняй крытычнай кропкі А₁ (лінія SЕ ').
Вобласць гарачай апрацоўкі ціскам на дыяграме заштрыхаваная.
Каляровыя металы і сплавы маюць меншыя тэмпературы плаўлення, чым у сталей, і адпаведна ніжэй размешчаныя крытычныя кропкі. Таму іх тэмпературныя інтэрвалы кавання знаходзяцца ў вобласці ніжэйшых тэмператур. Так, напрыклад, медзь пачынаюць каваць пры 1000° З, а сканчаюць пры 800° З. Тэмпературны інтэрвал кавання латуні маркі ЛС59-1 знаходзіцца ў межах 800 - 650° З, бронзы БРАЖ 9-4 - 900 - 700° З, алюмініевага АК8 - 450 - 350 ° С, магніевага сплаву МА2 - 450 - 350 ° С.
Працягласць нагрэву залежыць ад тэмпературы ў печы, хімічнага саставу сталі, сячэння загатовак і іх размяшчэння на подзе печы. Колькасць цяпла, якое ўспрымаецца металам, будзе тым большая, чым большая рознасць (тэмпературны напор) паміж тэмпературамі печы і нарыхтоўкі, а таксама чым большае стаўленне паверхні награвальнай нарыхтоўкі да яе аб'ёму. Велічыня тэмпературнага напору звычайна складае 100 - 150 ° С. Пры хуткасным нагрэве яна ўзрастае да 200 - 300 ° С, а час нагрэву пры гэтым скарачаецца ў 3 - 4 разы.
Для вызначэння часу нагрэву Т сталёвых нарыхтовак у камерных печах карыстаюцца формулай Н. М. Дабрахотава - В. Ф. Капытава: Т = αkD√D ч, дзе α - каэфіцыент, які ўлічвае спосаб кладкі нарыхтовак на поду печы: для адзінкавых нарыхтовак круглага перасеку, награваных з усіх бакоў, α = 1; для некалькіх шчыльна выкладзеных загатовак α = 2; для загатовак, выкладзеных з прамежкамі ў 0,5 D, α = 1,4. Для загатовак квадратнага сячэння α адпаведна роўна 1,4, 4,0 і 2,2; k - каэфіцыент, які ўлічвае ступень легіраванасці сталі (для вугляродзістай сталі k = 10 і з павелічэннем утрымання легавалых элементаў павялічваецца да 20); D - дыяметр або бок квадрата награвальнай нарыхтоўкі ў м.
Час паўторнага нагрэву нарыхтовак пры падагрэвах іх ад 700 да 1200° З складае каля 50 - 60% ад поўнага часу нагрэву Т, калі тэмпература працоўнай прасторы печы роўная 1300° З.
§ 5. Награвальныя печы для палымянага нагрэву
Нагрэў нарыхтовак і зліткаў перад апрацоўкай вырабляюць у горнах, камерных і метадычных печах.
Горныадрозніваюцца ад награвальных печаў невялікімі памерамі, адсутнасцю топак і камер для награвальных нарыхтовак. Горны ацяпляюцца звычайна каменным вуглём ці коксам і нагрэў металу ў іх вырабляецца пры непасрэдным кантакце з палівам. Да недахопаў горнаў ставяцца іх нізкі к. п. д. - 5 - 6%, вялікі выдатак паліва (да 100% ад вагі награванага металу) і інш. Таму горны выкарыстоўваюцца толькі для нагрэву дробных нарыхтовак пры ручным каванні.
Камерныя печымаюць аднолькавую тэмпературу па ўсёй працоўнай прасторы і ставяцца да печаў перыядычнага нагрэву. Нарыхтоўкі загружаюць у іх вызначанымі партыямі (садкамі) праз працоўнае акно, укладваюць на пад печы, дзе яны застаюцца нерухомымі на працягу ўсяго перыяду нагрэву. Паштучная выгрузка нагрэтых нарыхтовак вырабляецца праз тое ж працоўнае акно. Гэтыя печы ўжываюцца ў кавальска-прэсавых цэхах, іх к. п. д. складае ад 15 да 35%.
Метадычныя печымаюць увесь час якая падвышаецца тэмпературу працоўнай прасторы ад месца загрузкі нарыхтовак да месца іх выгрузкі і з'яўляюцца высокапрадукцыйнымі печамі бесперапыннага нагрэву. Нарыхтоўкі загружаюць у печ праз невялікія прамежкі часу з аднаго яе канца і паступова перарухаюць уздоўж працоўнай прасторы з вобласці нізкіх тэмператур у вобласць высокіх, насустрач струменю печкавых газаў. Нагрэтыя нарыхтоўкі выдаюцца праз акно на супрацьлеглым канцы печы. Метал награваецца паступова, метадычна, адгэтуль і пайшла назва печы.
Печы з які верціцца подом (карусельныя) з'яўляюцца разнавіднасцю метадычных печаў і ўяўляюць сабою як бы згорнутую ў кольца канвеерную метадычную печ.
Метадычныя печы ўжываюць у пракатных і кавальска-штамповачных цэхах, а таксама для нагрэву зліткаў з каляровых сплаваў перад прасаваннем пруткоў і труб. К. п. д. метадычных печаў дасягае 45 - 50%.
Награвальная печ любога тыпу складаецца з наступных асноўных частак: металічнага каркаса з мурам з вогнетрывалай цэглы, якая ўтварае працоўную прастору (камеру) печы; прылад для спальвання паліва (топкі, гарэлак ці фарсунак); дымаадводных каналаў і працоўных вокнаў для загрузкі і выгрузкі металу, якія затуляюцца пад'ёмнымі чыгуннымі дзверцамі, выкладзенымі вогнетрывалай цэглай. Акрамя таго, печ можа мець дапаможныя механізмы і прылады для палягчэння працы награвальнікаў і для павышэння эканамічнасці яе працы. Да першых ставяцца механізмы для адчынення і зачыненні дзверцаў печы, пасадачныя машыны і прынады для загрузкі і выгрузкі цяжкіх нарыхтовак, штурхачы нарыхтовак у метадычных печах. Да другіх ставяцца цеплаабменныя апараты -рэкуператары і рэгенератары, якія выкарыстоўваюць цяпло якія адыходзяць газаў для падагрэву паветра і гаручых газаў, якія ўдзімаюцца ў печ.
Печы пракатных цэхаў. Для падагрэву буйных зліткаў, якія паступаюць з мартэнаўскага цэха пасля разлівання сталі яшчэ неостывшими (з тэмпературай 700 - 800° З), перад пракаткай іх на абціскных постацях - блюмінгах і слябінгах ужываюцца, награвальныя студні, якія падпадзяляюцца на палымяныя (ацяпляныя газам). Апошнія забяспечаны награвальнымі элементамі, па якіх прапускаецца ток. Награвальныя студні з'яўляюцца разнавіднасцю камерных печаў.
Полымныя награвальныя студні ў залежнасці ад спосабу выкарыстання цяпла якія адыходзяць газаў дзеляцца на рэгенератыўныя і рэкуператыўныя. У рэгенератыўных студнях вырабляецца перыядычны падагрэў паветра і газу да 750 - 850° З у двух парах рэгенератараў, аналагічных па прыладзе і прынцыпу дзеяння рэгенератарам мартэнаўскай печы. У рэкуператыўных студнях вырабляецца бесперапынны нагрэў халоднага паветра, які ўдзімаецца ў камеру студні, да 750 - 900° З.
Рэкуператары складаюцца з сістэмы керамічных труб, усярэдзіне якіх праходзяць распаленыя адыходзячыя газы. Гэтыя газы награваюць сценкі труб і аддаюць сваё цяпло струменям халоднага паветра, якія праходзяць у папярочным кірунку і абмываюць знешнюю паверхню труб.
Нагрэў невялікіх зліткаў і абціснутых даўбешак перад пракаткай іх на сортопрокатных, рельсобалочных і драцяных постацях вырабляецца ў метадычнай печы , намаляванай на мал. IV.6.
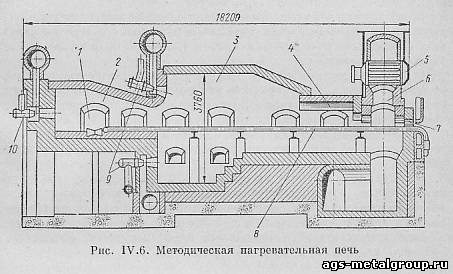 Нарыхтоўкі падаюцца ў печ праз пасадкавае акно 7 і перыядычна перасоўваюцца штурхачом справа налева па двух глісажным трубам 8, охлаждаемым знутры вадой. Спачатку халодныя нарыхтоўкі праходзяць зону падагрэву 4, якая мае ў загрузнага акна тэмпературу 500 - 600° З, паступова якая падвышаецца да 900 - 1000° З пры пераходзе да наступнай зоны метадычнага нагрэву 3. У гэтай зоне тэмпература працоўнай прасторы падвышаецца да 1200°. паступаюць у зварачную зону 2, тэмпература ў якой дасягае 1300 - 1350°З. Нагрэтыя нарыхтоўкі выштурхваюцца праз акно 1 і пападаюць на ральганг, які транспартуе іх да пракатнага стану. Печ абсталявана газавымі гарэлкамі 9 і 10, полымя якіх зверху і знізу награвае нарыхтоўкі, якія ляжаць ушчыльную адна да іншай на трубах. Прадукты гарэння накіроўваюцца ад гарэлак насустрач нарыхтоўкам,
Асноўнымі эканамічнымі паказчыкамі работы печаў з'яўляюцца іх прадукцыйнасць і ўдзельны расход паліва .
Прадукцыйнасць вызначаецца напружанасцю пода печы , т. е. колькасцю нагрэтага металу ў тонах, які здымаецца з 1 м² пляцы пода за 1 ч або суткі. Напружанасць пода награвальных студняў складае 30 - 70 т/м², а ў метадычных печах дасягае 25 - 35 т/м² у суткі. Удзельная выдатак умоўнага паліва ў рэкуператыўных студнях і метадычных печах складае 4,5 - 6% ад масы награванага металу. Пры адсутнасці выкарыстання цяпла якія адыходзяць газаў выдатак паліва павялічваецца прыкладна ўдвая.
|