НОВЫЯ МЕТАДЫ ЗВАРКІ
§ 30. Халодная зварка
Халодная (прэсавая) зварка высокапластычных металаў (алюмінія, медзі, срэбра, тытана і інш.) вырабляецца без падагрэву пад вялікім ціскам, што суправаджаецца іх пластычнай дэфармацыяй; пры гэтым атамы дэталей, якія злучаюцца, збліжаюцца на такую ж адлегласць, на якой яны знаходзіліся ўнутры металу. Халодная зварка ўжываецца звычайна для атрымання злучэнняў усутыч і внахлестку. Удзельны ціск на працоўную паверхню пуансона складае 30 - 100 кг/мм² (300 - 1000 Мпа).
Пры зварцы лістоў таўшчынёй 0,2 - 15 мм з высокапластычных металаў якія зварваюцца паверхні павінны быць старанна вычышчаны і абястлушчаныя. Халодная зварка ўжываецца галоўным чынам для зваркі лістоў, танкасценных труб, абалонак, правадоў і інш.
Форма пуансона падбіраецца ў залежнасці ад выгляду злучэння. Пры кропкавай зварцы выкарыстоўваюць цыліндрычныя, прастакутныя і фасонныя пуансона. Пры шовной зварцы ўжываюць ролікі дыяметрам 50δ (δ - таўшчыня ліста). Неабходнае ціск забяспечваецца шрубавымі, гідраўлічнымі; рычажнымі і эксцэнтрыкавымі прэсамі.
На мал. З0 прыведзена схема лядоўні зваркі. Пуансон 2 пад дзеяннем прэса апускаецца ў якія зварваюцца алюмініевыя дэталі 1 на глыбіню 70 - 80% таўшчыні дэталі. Пуансон перамяшчаецца ў сталёвых накіроўвалых шклянках 3, якія сваім ціскам ухіляюць выпучванне металу. У месцах судотыку пуансона з металам адбываецца значная дэфармацыя, і дэталі ў плоскасці АА зварваюцца.
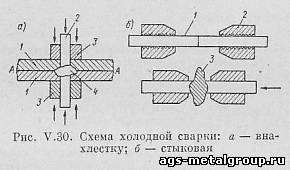
Пры зварцы ўсутыч (мал. З0, 6) стрыжні 1 заціскаюць сталёвымі губкамі 2, мелымі насяканні ў пазбяганне праслізгвання стрыжняў. Пры здушванні стрыжняў адбываецца зварка; які ўтварыўся грат 3 лёгка выдаляецца.
§ 31. Зварка трэннем
Зварка трэннем прымяняецца для злучэнняў усутыч стрыжняў, труб, інструментальных загатовак, для прываркі дна газавых балонаў і інш. Пасля нагрэву тарцоў дэталей праводзяць іх асадку, у выніку чаго атрымліваюць трывалае нераздымнае злучэнне. Прамысловасць вырабляе спецыяльныя станкі для зваркі трэннем.
Зварка трэннем мае шэраг наступных пераваг перад іншымі спосабамі зваркі: прастата і надзейнасць працэсу; магчымасць аўтаматызацыі; нязначнае спажыванне магутнасці і энергіі; надзейнасць зваркі розных металаў (бронза-сталь, медзь - сталь і інш.).
Для зваркі трэннем пры мантажы абсталявання ў выпадку адсутнасці неабходнага зварачнага абсталявання можна выкарыстоўваць такарныя станкі.
Прадукцыйнасць машыны МП-1 для зваркі трэннем складае 150 зваракаў у гадзіну сталёвых дэталяў, у якіх дыяметр паверхні трэння роўны 10 - 22 мм.
§ 32. Зварка токамі высокай частаты і электронным промнем
Зварка токамі высокай частаты. Метал награваюць індуктаваным токам і затым дэталі зварваюць з ужываннем ціску ці плаўленні. Выраб змяшчаюць у індуктар, які ўяўляе сабой звычайную шпульку з меднай трубкі, астуджанай вадой, з невялікім лікам віткоў. Пры прапусканні току высокай частаты індуктар утворыць пераменнае магнітнае поле той жа частаты, якое стварае другасныя індуктаваныя токі ў вырабе, змешчаным у індуктар.
Зварка электронным промнем. Сутнасць зваркі складаецца ў нагрэве выраба бамбардзіроўкай яго паверхні пучком электронаў у вакуумаваным да 1 х 10⁻⁴ - 1 х 10⁻⁵ мм. рт. ст. прасторы. Электроны імітуюцца з катода спецыяльнай электроннапрамянёвай гарматай і паскараюцца высокай напругай. Электрычная сістэма збірае паток электронаў у пучок. Магнітная лінза канчаткова фармуе востры прамень, і бруя электронаў накіроўваецца да месцаў зваркі. У выніку лакалізацыі вялікай магутнасці ў невялікім аб'ёме метал хутка расплаўляецца. Гэты спосаб асабліва каштоўны для зваркі тугаплаўкіх металаў: вальфраму, малібдэна, тытана і іншых металаў і сплаваў.
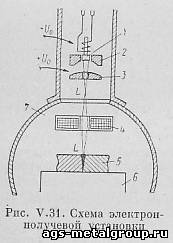
На мал. 31 прыведзена схема электроннапрамянёвай устаноўкі. У вакуумаванай камеры 7 (вакуум ~ 10⁻⁵ мм рт. Арт.) знаходзяцца наступныя элементы: катод 1, які факусуе наканечнік 2 (з вальфраму або з гексабарыду лантана), які разам з анодам 3 мае форму ўвагнутай лінзы для стварэння больш сабранага струменя электронаў ; анод, размешчаны на адлегласці 3 - 10 мм ад катода; электрамагнітная лінза 4 і якая зварваецца дэталь 5, замацаваная на стале 6.
Паміж катодам і анодам ствараецца якая паскарае напругу (10 000 - 30 000 у) для адукацыі струменя электронаў у выглядзе пучка, праходзілага праз адтуліну анода і затым праз электрамагнітную катушку . электронаў у тонкі прамень, які ўтварае на дэталі бамбаваную пляму памерам да 1 мм².
Працэс зваркі можна рэгуляваць зменай параметраў рэжыму зваркі: электроннага току, напругі, перапыненні прамяня і зменай хуткасці яго перасоўвання па вырабе. Электроннапрамянёвыя ўстаноўкі для зваркі дэталей прымяняюцца на шэрагу прамысловых прадпрыемстваў.
§ 33. Ультрагукавая зварка
Зварка ажыццяўляецца з выкарыстаннем ультрагукавых ваганняў металаў частатой 15 - 170 кгц і, акрамя таго, вырабляецца сціск дэталяў з зададзенымі намаганнямі. У месцы зваркі ўзнікаюць значныя сілы трэння, якія падвышаюць тэмпературу металу, што спрыяе пластычнай дэфармацыі мікравыступаў; адбываецца драбненне павярхоўных плёнак, якое забяспечвае перасоўванне атамаў металу пры значна меншым ціску, чым пры лядоўні зварцы. У зоне кантакту пры гэтым утворыцца трывалае нераздымнае злучэнне дэталяў.
Ультрагукавую зварку ўжываюць для зваркі внахлестку вырабаў з лістоў таўшчынёй да 1 мм, з высокапластычных металаў (алюмінія, медзі, нікеля, цырконія, аўстэнітных сталей) метадам кропкавай і ролікавай зваркі.
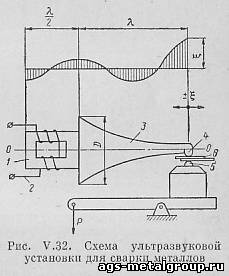
На мал. 32 прыведзена схема ўльтрагукавой усталёўкі для зваркі металаў. Магніта-стрыкцыйны вібратар 1 (пераўтваральнік) уяўляе стрыжань з навитой на яго абмоткай, якая сілкуецца ад высокачашчыннага генератара. Да вібратара мацуецца (звычайна паяннем) хвалявод 3, які мае канічную або крывалінейна-канічную форму. Наканечнік 4 хвалявода зроблены з цвёрдай інструментальнай сталі. Паміж наканечнікам і апорным электродам 5 заціскаецца які зварваецца выраб 6, змешчаны пад ціскам рычажно-пнеўматычнай і рычажно-грузавай сістэмы.
Пры падачы напругі на шпульку 2 вібратар здзяйсняе ваганне ўздоўж восі ГА і перадае іх хваляводу (λ - даўжыня хвалі гукавых ваганняў; ξ - амплітуда ваганняў наканечніка).
Ультрагукавая зварка забяспечвае злучэнне тонкіх лістоў без расплаўлення металу з малаважнай іх дэфармацыяй. Трываласць такога злучэння амаль роўная трываласці асноўнага металу.
§ 34. Дыфузійная зварка металаў у вакууме
Дыфузійная зварка праводзіцца ў спецыяльнай вакуумнай камеры пры разрэджанні 10⁻³ - 10⁻⁵ мм. рт. ст. У вакуумнай камеры выраб падвяргаецца нагрэву т. у. ч. (для сталі 900 - 1200' З) і сціску ў месцах зваркі пад ціскам 2 - 5 кг/мм² (20 - 50 Мпа) гідрацыліндраў.
З прычыны таго што зварка праводзіцца ў вакууме, можна зварваць дэталі з аднастайных і разнастайных металаў. Хімічны склад акрамя дыфузійнай зоны зварнога злучэння практычна не мяняецца. Пры зварцы ў вакууме метал з паверхні, як правіла, не пакрываецца акісленай плёнкай, а некаторыя з наяўных на метале плёнак выдаляюцца. Злучаныя паверхні дэталяў перад зваркай неабходна старанна чысціць.
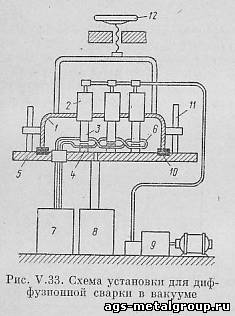
На мал. 33 прыведзена схема ўстаноўкі для дыфузійнай зваркі ў вакууме. У вакуумнай камеры ўсталяваныя на падстаўцы 4 дэталі падвяргаюць нагрэву высокачашчынным індуктарам 6 ад лямпавага генератара 7 і сціску цеплатрывалым штоком 3 гідрацыліндраў 2. Ціск у гідрацыліндрах ажыццяўляюць алейнай помпай 9. Для герметызацыі камеры кажух 1 з ушчыльненнем 0 з вакуум. у камеры забяспечваецца сістэмай помпаў 8. Кажух паднімаецца ўверх па накіроўвалых 11 з дапамогай шрубы 12.
§ 35. Плазменная апрацоўка металаў
Плазменная апрацоўка металаў ужываецца для плаўлення, рэзанні, зваркі і наплаўленні тугаплаўкіх металаў (малібдэна, тантала,).
Плазма ўяўляе сабой масу хаатычна якія рухаюцца аголеных ядраў і адарваных ад іх электронаў - іянізаваны газ. Плазменны стан рэчыва ўяўляе крыніцу энергіі з асабліва высокай тэмпературай. У лабараторных умовах пад кіраўніцтвам акад. Л. А. Арцымовіча атрымана тэмпература каля 40 000' С. Для практычных мэт такая высокая тэмпература не патрабуецца.
Плазменная бруя атрымліваецца пры дугавым разрадзе паміж электродамі пры абціску слупа (напрыклад, прадзьмухам газу) звычайна аргону або сумесі аргону з іншым газам. Асабліва вялікае значэнне мае цэнтральная бруя полымя, званая плазменным шнуром, у якім часціцы рухаюцца з велізарнай хуткасцю, захапляючы за сабой свежыя пласты іянізаванага газу. Адукацыя плазменнага шнура адбываецца пры сціску полымя магнітным полем дугі або вонкавым ахаладжальнікам. Ступень іянізацыі ў плазменным шнуры вельмі значная, залішняе ціск вельмі вялікі, тэмпература плазменнага полымя складае 10 - 15 тыс. 'З, ціск газу 2 - 3 ат, ток 400 - 500 а, хуткасць бруі больш за 15 000 м/сек. Расплаўленне сопла не адбываецца з-за, знаходжання шнура ў цеплаізаляцыйных колцавых пластах малаіянізаванага газу і халоднай тонкай плёнкі газу.
Магутнасць плазменнай бруі і напруга дугі рэгулююцца размяшчэннем электрода ў канале.
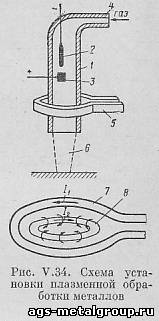
Для зваркі выкарыстоўваюць розныя ўстаноўкі (мал. 34). Электроды 2 і 3 знаходзяцца ў кварцавым цыліндры 1. Паміж электродамі ўтворыцца дуга, якая стварае першапачатковую іянізацыю газу, які паступае праз адтуліну 4. Пры паступленні іянізаванага газу ў плоскасць высокачашчыннага індуктара 5 (20- 80 мггц) у поле яго дзеяння ўтворацца бесперапынныя струмені. уяўлялыя сабой колцавы разрад, які сціскаецца яго ўласным магнітным полем. Пры выкарыстанні высокачашчынных гарэлак, у якіх сістэма індуктара 7 і газавае кольца 8 становяцца трансфарматарам (індуктар 7 з'яўляецца першаснай абмоткай з яго токам і плазмоід 8 - другасным вітком з эквівалентным токам I₂), ствараецца струмень высокачашчыннай плазмы (на малюнку не паказаны
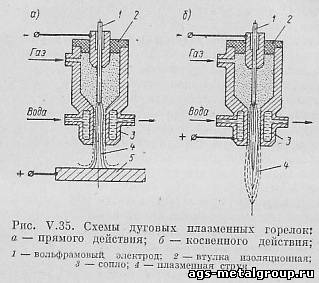
Для зваркі, рэзкі, плаўленні металаў паспяхова ўжываюць дугавыя плазменныя гарэлкі (мал. 35): прамога дзеяння для апрацоўкі металаў і ўскоснага дзеяння для апрацоўкі дыэлектрычных і паўправадніковых матэрыялаў.
Дуга ўзбуджаецца ў асяроддзі аргону [ціск 3 - 4 ат (0,3 - 0,4 Мпа)] паміж вальфрамавага электродам (катодам) і соплам (анодам), охлаждаемым вадой. Сопла мае адтуліну для выхаду з камеры плазменнай бруі, якая прадстаўляе паток іянізаваных часціц газу з тэмпературай 10 000 - 18 000 'С.
§ 36. Зварка
Тэрмапласты не маюць рэзка выяўленай тэмпературы плаўлення; яны валодаюць каэфіцыентам цеплавога пашырэння, у 5 - 6 разоў які перавышае каэфіцыент цеплавога пашырэння металу. Пры высокай тэмпературы нагрэву тэрмапласты губляюць свае фізічныя ўласцівасці і пераходзяць з цвёрдага стану ў пластычны і затым у глейка-цякучы стан. Працэс зваркі тэрмапластаў значна складаней, чым зварка металаў.
Нагрэў пластмас для зваркі неабходна праводзіць раўнамерна і хутка, не дапушчаючы перагрэву і недагрэву.
Зварныя злучэнні пластмас такія ж, як і металаў: стыкавыя, кутнія, тавровые, внахлестку. Пры стыкавым злучэнні разделка беражкоў ажыццяўляецца пад кутом 60 - 70' З.
Ужываюцца наступныя спосабы зваркі пластмас.
Зварка нагрэтым газам.Нагрэў разделки беражкоў дэталяў звычайна ажыццяўляюць гарачым сціснутым паветрам (250 - 280' З), нагрэтым у спецыяльных электрычных або газавых гарэлках. Для ўхілення акіслення пластмас часам нагрэў вырабляюць гарачым сціснутым азотам або вуглякіслым газам. Карабленне зварваных дэталяў змяншаецца бруёй газу невялікага перасеку 3 - 5 мм. Тэмпературу электранагрэву паветра рэгулююць рэастатам або індуктыўным супрацівам.
Зварка награвальным элементам (кантактным цяплом). Крыніцай нагрэву служыць металічны элемент, які награваецца электрычным токам, размешчаным паміж зварваемымі дэталямі. Пасля нагрэву пластмасы да размякчэння выдаляюць награвальны элемент, а размякчаныя паверхні дэталяў сціскаюць і атрымліваюць трывалае злучэнне.
Зварка токамі высокай частаты.Гэты спосаб складаецца ў нагрэве выраба ў высокачашчынным электрычным полі і сціску дэталяў пасля іх разагравання да пластычнага стану. Прадукцыйнасць зваркі т. в. ч. у 5 разоў вышэй прадукцыйнасці іншых спосабаў зваркі; трываласць злучэння адпавядае трываласці асноўнага матэрыялу.
Зварка пластмас ажыццяўляецца таксама метадамі трэння і ўльтрагукам аналагічна зварцы металаў. Пры ўльтрагукавой зварцы ў адрозненне ад зваркі металаў ваганні вырабляюць у кірунку прыкладання ціску, перпендыкулярна да якая зварваецца паверхні выраба.
Для зваркі пластмас т. у. ч. выпускаюцца спецыяльныя зварачныя машыны.
|