Пракатнае вытворчасць
§ 7. Сутнасць працэсу і элементы тэорыі пракаткі
Асноўнымі відамі пракаткі з'яўляюцца падоўжная, касая і папярочная (мал. IV.7). Падоўжная пракатка, пры якой кірунак выцяжкі супадае з кірункам кручэння валкоў 1 і кірункам руху нарыхтоўкі 2, вырабляецца альбо паміж гладкімі валкамі - у гэтым выпадку прадуктамі пракаткі з'яўляюцца лісты і стужкі, альбо паміж валкамі з праточанымі на іх паверхні канцэнтрычнымі профільнымі канаўкамі (раўчукамі), якія ўтвараюць пры сумяшчэнні двух валкоў калібры. У апошнім выпадку прадуктамі пракаткі з'яўляюцца вырабы са сталымі па даўжыні профілямі папярочнага перасеку: гатункавы пракат, рэйкі, бэлькі і т. п.

Падоўжная пракатка найболей распаўсюджаная ў прамысловасці - гэтым спосабам вырабляецца каля 90% усёй прадукцыі пракатных цэхаў. Папярочную і касую пракатку выкарыстоўваюць для атрымання цел вярчэння. Адметнай асаблівасцю гэтых відаў пракаткі з'яўляецца кручэнне валкоў у адным кірунку, а змешчанай паміж валкамі нарыхтоўкі - у зваротным. Папярочная пракатка выкарыстоўваецца ў вытворчасці цыліндрычных шасцерняў з накатаным зубам, касая - у вытворчасці бясшвовых труб і пракату перыядычнага профіля.
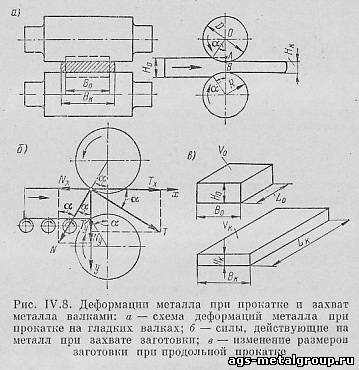
Дэфармацыі металу пры падоўжнай пракатцы. Пры падоўжнай пракатцы на гладкіх валках маюць месца тры выгляду дэфармацыі: абціск, пашырэнне і выцяжка(мал. IV.8 а,в). Гэтыя дэфармацыі звязаны паміж сабой па законе сталасці аб'ёму металу пры пластычнай дэфармацыі. На мал. IV.8,в паказана зыходная нарыхтоўка з памерамі Н₀, В₀, L₀, і аб'ёмам V₀ і пракатаная паласа, якая мае памеры Нк, Вк, Lk, і аб'ём Vk.
З закону сталасці аб'ёму вынікае, што V₀ = Vk і, значыць, H₀B₀L₀ = HkBkLk.
Абазначым адносныя змены адпаведных памераў нарыхтоўкі пры пракатцы праз так званыя каэфіцыенты дэфармацыі: H₀/Нк = γ - каэфіцыент абціску; Вк/В₀ = β - каэфіцыент пашырэння; Lk/L₀ = λ - каэфіцыент выцяжкі.
Тады з роўнасці H₀B₀L₀ = HkBkLk вынікае, што: γ = H₀/Нк = BkLk/В₀L₀ = βλ, г. зн. абціск прапарцыйна выцяжцы і пашырэнню; β = Вк/В₀ = H₀L₀/HkLk = γ/λ, г. зн. пашырэнне прапарцыйна абціску і назад прапарцыйна выцяжцы; λ = Lk/L₀ = Н₀В₀/НкВк = γ/β, г. зн. выцяжка прапарцыйная абціску і назад прапарцыйная пашырэнню.
Такім чынам, для атрымання максімальнай выцяжкі варта вырабляць пракатку з вялікімі абцісканнямі і, па магчымасці, абмяжоўваць пашырэнне паласы. Апошняе дасягаецца пракаткай металу ў калібрах. Каэфіцыент выцяжкі λ паказвае таксама, у колькі разоў памяншаецца сячэнне загатоўкі пасля кожнага пропуску загатоўкі праз валкі пракатнага табара: λ = F₀/Fk.
Значэнне λ прымаецца роўным 1,1 - 2 у залежнасці ад матэрыялу, тэмпературы, хуткасці і іншых умоў пракаткі.
Умова захопу. Для пачатку працэсу пракаткі неабходна, каб выконваліся вызначаныя суадносіны паміж таўшчынёй зыходнай нарыхтоўкі, якая паступае ў валкі, велічынёй зазору паміж валкамі і дыяметрам валкоў. Гэтыя суадносіны ўсталёўваецца ўмовай захопу.
На мал. IV.8, бы відаць, што пры падыходзе прокатываемой даўбешкі да валкам у кропках судотыку гарызантальных рэбраў нарыхтоўкі з утваральнымі валкоў пачынаюць дзейнічаць сілы нармальнага ціску валкоў на метал N, накіраваныя па радыусах валкоў, перпендыкулярна да іх паверхні, і сілы трэння Т, накіраваныя па датычным да паверхняў валкоў.
Вугал α называюць вуглом захопу .
Спраектуем сілы N і Т на восі x і y. Вертыкальныя складнікі гэтых сіл Ny і Ty называюцца каванымі сіламі, якія абціскаюць метал па вышыні.
Гарызантальныя складнікі Nx выштурхваюць нарыхтоўку з валкоў, а складнікі Tx - уцягваюць нарыхтоўку ў зазор паміж валкамі. Для пачатку працэсу пракаткі неабходна, каб выконвалася ўмова: Tx > Nxx.
З механікі вядома, што сіла трэння Т роўна нармальнай сіле N, памножанай на каэфіцыент трэння μ, прычым адносіна сілы трэння да нармальнай сілы роўна тангенсу вугла трэння ψ, г. зн. Т/N = tgψ = μ. Значыць (рыс. 8, б), Tx = T соs α = μN соs α і Nx = N sin α. Падставіўшы атрыманыя выразы ў зыходную няроўнасць, маем μNcosα > Nsinα; падзяліўшы правую і левую часткі няроўнасці на Nсоsα, атрымліваем μ > tg α або tg ψ > tg α і ψ > α.
Такім чынам, для ажыццяўлення захопу металу валкамі неабходна, каб каэфіцыент трэння паміж валкамі і металам быў большы за тангенс вугла захопу, або вугал трэння быў большы за вугал захопу.
Відавочна, што пры вялікіх значэннях кута захопу даўбешка не можа быць уцягнутая сіламі трэння ў зазор паміж валкамі, і валкі будуць толькі слізгаць па рэбрах нарыхтоўкі. Максімальна дапушчальны кут захопу залежыць ад матэрыялу валкоў і прокатываемой даўбешкі, шурпатасці іх паверхняў, наяўнасці ці адсутнасці раўчукоў на валках, тэмпературы і хуткасці пракаткі. 3 6 °.
Паляпшэнне ўмоў захопу пры пракатцы забяспечваецца:
1) павелічэннем каэфіцыента трэння шляхам насякання або наплаўкі валкоў, што дапушчаецца на чарнавых абціскных аперацыях пракаткі;
2) прымяненнем зліткаў пірамідальнай (конуснай) формы, прычым злітак падаецца ў валкі меншай падставай, і пракатка пачынаецца пры малых значэннях вугла захопу α₁ і заканчваецца пры вялікіх значэннях α₂;
3) павелічэннем дыяметра валкоў пры пракатцы з вялікімі абцісканнямі.
З мал. IV.8, а вынікае: АВ = ОВ - ОА = R - ОА, але адрэзак ОА = R cos α, таму АВ = H₀-Нк/2 = R - R cos α, адкуль H₀-Нк = D (1 - cos α).
Прааналізуем апошні выраз. Выказаўшы абціск сталым, пачнем разумова павялічваць дыяметр валкоў D, пры гэтым другі сумножнік роўнасці (1 - cos α) павінен памяншацца, што, у сваю чаргу, азначае павелічэнне соs α, т. е. памяншэнне кута захопу α. Такім чынам, чым больш дыяметр валкоў пры пракатцы пры дадзеным абціску, тым менш кут захопу.
З практыкі вядома, што пракатку блюмсаў, слябаў і буйназартных нарыхтовак (полупродуктов пракаткі) вырабляюць на постацях з валкамі вялікага дыяметра (звыш 800 - 1200 мм), каб атрымаць дапушчальныя куты захопу пры вялікіх абцісканнях.
Выдатак працы на дэфармацыю металу пры пракатцы вылічаюць па формуле А = pVIn H₀/Нк кГ∙м (Дж), дзе р - удзельны ціск плыні металу в-кГ/мм² (Мн/м²); V - аб'ём пракатваецца даўбешкі ў гл? (м?); Н₀ - вышыня даўбешкі перад пракаткай; Нк - вышыня паласы пасля пракаткі.
|