§ 8. Сартамент і прымяненне пракату
Зыходным матэрыялам для пракаткі служаць сталёвыя зліткі масай да 25 т, а таксама зліткі з каляровых металаў і сплаваў масай да 3 т.
Сартаментам пракату называюць пералік выпускаемага заводамі пракату з указаннем профіляў і памераў папярочнага сячэння, даўжыні болван пруткоў, палос і т. п.; усе гэтыя дадзеныя стандартызаваны ў адпаведных ДАСТах на пракат. Сартамент сталёвага пракату дзеліцца на наступныя пяць груп: гатункавы пракат, ліставы пракат, трубы, спецыяльныя віды пракату і перыядычныя профілі.
Сартавы пракатдзеліцца на пракат простага і фасоннага профіля (мал. IV.9). Першы выкарыстоўваецца як зыходны матэрыял для атрымання пракату фасоннага профіля, а таксама як нарыхтоўка для кавальскай вытворчасці і механічных цэхаў. Пракат фасоннага профіля дзеліцца на профілі агульнага прызначэння (кутняя сталь, швелеры і т. п.), выкарыстоўваныя ў будаўніцтве, суднабудаванні, машынабудаванні, і на профілі адмысловага прызначэння, выкарыстоўваныя ў сельгасмашынабудаванні, аўтабудаванні і іншых галінах прамысловасці.
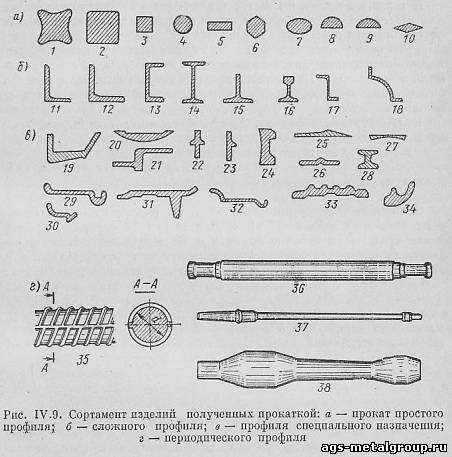
Да гатункавага пракату простага профіля (мал. IV.9, а) ставяцца: даўбешка сталёвая абціснутая 1 (блюмс) перасекам ад 140 х 140 да 450 Х 450 мм, прокатываемая непасрэдна з зліткаў на абціскных постацях - блюмінгах; нарыхтоўка прастакутнага перасеку таўшчынёй 100 - 250 мм і шырынёй 300 - 2000 мм, званая слябам, прокатываемая на абціскных постацях - слябінгах і блюмінгах; нарыхтоўка сталёвая квадратная 2, перасекам ад 40Х40 да 250 х 250 мм; сталь гарачакачаная квадратная 3 і круглая 4 са бокам квадрата (або дыяметрам) ад 5 да 250 мм; сталь паласавая 5, шасцікантовік 6, авал 7, паўавал 8, сегментная сталь 9 і ромбападобная 10.
Да гатункавага пракату фасоннага профіля агульнага прызначэння (мал. IV.9,б) ставяцца: кутняя сталь нераўнабокая 11 і роўнабокая 12, швелер 13, тавровые і двутавровые бэлькі 15 і 14, рэйкі чыгуначныя 16 шырокай і вузкай каляіны, зетавая сталь 18.
Прыклады фасонных профіляў пракату спецыяльнага прызначэння прыведзены на мал. IV.9, у (пазіцыі 19 - 34).
Дрот-катанка пракочваецца дыяметрам ад 5 да 10 мм і выпускаецца ў скрутках масай да 220 кг. Больш тонкі дрот атрымліваецца валачэннем (гл. гл. IV гэтага падзелу).
Ліставы пракат падзяляецца на таўсталіставую і тонкаліставую сталь.
Таўсталіставая сталь пракатваецца з абціснутых зліткаў-слябаў у выглядзе лістоў таўшчынёй 4 - 60 мм, шырынёй 600 - 5000 мм, даўжынёй 4 - 12 м. Спецыяльны тоўсты ліст - браня мае таўшчыню да 400 мм. Тонкаліставая сталь мае таўшчыню 0,2 - 3,75 мм пры шырыні лістоў 600 - 2200 мм; даўжыня лістоў можа быць мернай: напрыклад, дахавы ліст і лісты дэкапіраванай сталі маюць памеры 710х1420 мм; разам з гэтым тонкі ліст выпускаецца ў рулонах. Тонкаліставая сталь выпускаецца шматлікіх гатункаў і марак. Да яе ставяцца, напрыклад, сталь дэкапіраваная (адпаленая і пратручаная для выдалення акаліны), сталь ацынкаваная, бляха белая (пакрытая цынам), бляха чорная паліраваная. Разнавіднасцю тонкаліставай сталі з'яўляецца сталёвая стужка.
Трубы сталёвыябясшвовыя пракочваюцца з вонкавым дыяметрам 51 - 650 мм і таўшчынёй сценак 2,5 - 50 мм; пры наступным гарачым рэдагаванні атрымліваюць трубы з мінімальным дыяметрам 17 мм і таўшчынёй сценкі да 1,7 мм. Трубы зварныя вырабляюць з вонкавым дыяметрам да 1420 мм і таўшчынёй сценак да 20 мм; у наш час асвойваецца вытворчасць зварных труб дыяметрам да 2200 мм.
Да спецыяльных відаў пракату адносяцца вагонныя колы, бандажы, зубчастыя колы, шары для падшыпнікаў качэння і інш.
Перыядычны пракат(мал. IV.9, г) ужываецца як фасонная нарыхтоўка для наступнай штампоўкі або як нарыхтоўка пад чыставую механічную апрацоўку. Гэта пракат, папярочны перасек якога па даўжыні прутка перыядычна змяняецца: напрыклад, нарыхтоўка вагоннай восі 36, паўвосі аўтамабіля Масквіч 37, нарыхтоўка для штампоўкі шатуна рухавіка аўтамашыны 38, арматурная сталь 35, якая ўжываецца ў вырабах з жалезабетону.
Акрамя сталёвага пракату выпускаецца па адмысловых сартаментах пракат каляровых металаў і сплаваў: медзі, алюмінія, латуні і інш. у выглядзе лістоў, стужкі і дроту.
§ 9. Пракатныя станы, іх будова і работа
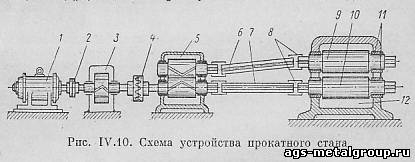
Асноўнай часткай пракатнага табара (мал. IV.10) з'яўляецца працоўная клець12. У падшыпніках 11 станіны працоўнай клеці круцяцца працоўныя валкі 9 і 10. Кручэнне валкам перадаецца ад электрарухавіка 1 праз пругкую муфту 2, рэдуктар 3, галоўную муфту 4, шасцярнёвую клець 5 і шпіндзелі 6 і 7 . валкамі працоўнай клеці служаць злучальныя трэфавыя муфты 8. Для памяншэння магутнасці рухавіка і змякчэнні ўдарных нагрузак, якія ўзнікаюць пры пракатцы, на кіроўным вале рэдуктара ўсталёўваюцца махавікі. Дзеянне махавік заснавана на наступным: падчас пропуску даўбешкі паміж валкамі лік абарачэнняў рухавіка змяншаецца, адначасова памяншае лік абарачэнняў і махавік, аддаючы пры гэтым частка назапашанай у ім кінетычнай энергіі. Падчас жа паўз лік абарачэнняў рухавіка падвышаецца да звычайнага, і махавік, разганяючыся, папаўняе адданую энергію, т. е. зараджаецца .
Пракатны валок (мал. IV.11) мае працоўную частку 1, званую бочкай, шыйкі 2, якія абапіраюцца на падшыпнікі станін клеці, і трэфы 3, перасек якіх мае форму крыжавін, квадратаў ці лопатападобнай (пры шарнірным злучэнні са шпіндзелямі). Бочка валка можа быць гладкай (пры пракатцы лістоў, рис.IV.11, а) або ручаёвай з колцавымі проточками, якія адпавядаюць па перасеку форме прокатываемого профіля (пры пракатцы гатункавага металу, мал. IV.11, б).
Ручаі верхняга і ніжняга валкоў у сукупнасці ўтвараюць калібр . Калібр называецца адкрытым (мал. IV.11, в), калі лінія часткі яго праходзіць па восі сіметрыі, паралельнай восям валкоў, і закрытым(мал. IV.11, г), калі лінія часткі з'яўляецца ломанай і зрушанай на адну з меж калібра.
Каліброўкай завуць распрацоўку сістэмы паслядоўных калібраў для атрымання дадзенага профіля з зыходнай нарыхтоўкі. Каліброўка з'яўляецца складаным і адказным працэсам, бо няправільная каліброўка можа прывесці не толькі да паніжэння прадукцыйнасці пракаткі, але і да шлюбу вырабаў.
Калібры па прызначэнні падзяляюцца на абціскныя або выцяжныя (якія памяншаюць перасек нарыхтоўкі), чарнавыя (падрыхтоўчыя) і чыставыя.
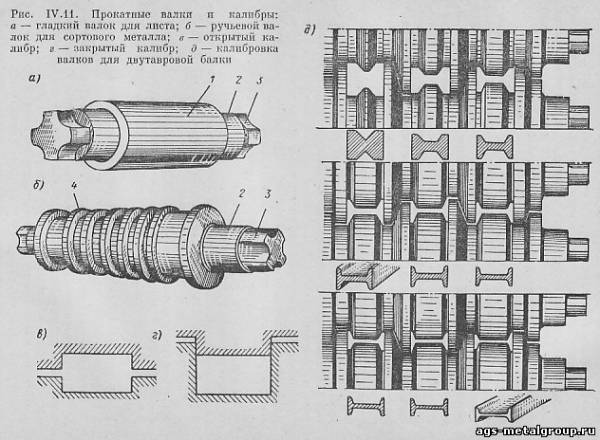
Да абціскных калібраў ставяцца прастакутныя (скрынавыя), ромбічныя, квадратныя і авальныя. Падрыхтоўчыя калібры маюць форму, паступова набліжаецца да зададзенай (мал. IV.11, д). Напрыклад, для чыставога круглага профіля бярэцца авал, для квадрата - ромб і т, д. Чыставыя калібры па форме ў дакладнасці адпавядаюць канчатковаму профілі пракату, аднак памеры калібраў выконваюцца з улікам наступнага ўсаджвання металу і допускаў на памеры гатовага праката.
Колькасць калібраў, а такім чынам, і лік пропускаў нарыхтоўкі пры пракатцы выбіраецца ў залежнасці ад памераў і формы перасеку зыходнай нарыхтоўкі і складанасці профіля гатовага праката. Для рэек колькасць калібраў звычайна роўна 9, для бэлек - 9-13, а для дроту 15-19.
На мал. IV.11, д паказана каліброўка валкоў для пракаткі двутаўравая бэлькі.
Класіфікацыя пракатных станаў. Пракатныя станы адрозніваюцца па трох асноўных прыкметах: па колькасці валкоў у працоўнай клеці, па выглядзе выпускаемай прадукцыі і па размяшчэнні клетак.
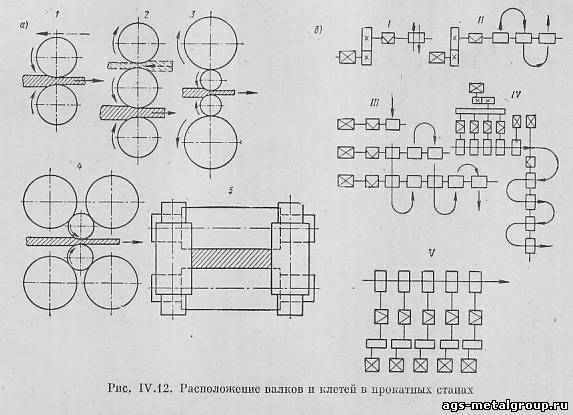
Па колькасці валкоў працоўныя клеці падзяляюцца на двухвалковые нерэверсіўныя 1 (дуо) - з сталым кірункам кручэння валкоў (мал. IV.12, а), двухвалковые рэверсіўныя; трохвалковыя 2 (трыа); чатырохвалковыя 3 (кварта); падвойныя двухвалковыя; шматвалковыя 4; універсальныя 5 з двума ўзаемна перпендыкулярнымі парамі валкоў.
Нерэверсіўныя дуо-клеці ўжываюць для высокапрадукцыйнай пракаткі ў адным кірунку гатункавага металу, дроту, тонкага сталёвага ліста і стужкі на бесперапынных постацях. У гэтым выпадку які пракатваецца метал ідзе са ўсё нарастальнай хуткасцю з адной клеці ў іншую. Нерэверсіўныя клеці ўжываюцца таксама для пракаткі тонкіх лістоў, пры гэтым верхні валок выкарыстоўваецца для зваротнай падачы ліста пасля пропуску яго паміж валкамі.
Рэверсіўныя дуо-клеці - з якое змяняецца кірункам кручэння валкоў пасля кожнага пропуску даўбешкі наперад і назад ужываюцца ў абціскных постацях - блюмінгах і слябінгах, а таксама ў якасці чарнавых клетак буйнасортных станаў. На рэверсаванне валкоў затрачваецца шмат энергіі і чакай.
Трохвалковыя клеці вольныя ад недахопаў двухвалковых клетак, бо забяспечваюць пракатку металу ў абодвух кірунках без рэверсавання валкоў. Гэтыя клеці ўжываюцца для пракаткі блюмаў, бэлек, рэек, гатункавага металу і тоўстага ліста.
Падвойныя дуо-клеці маюць незалежную наладу кожнай пары валкоў, што дазваляе павысіць дакладнасць пракаткі.
Чатырохвалкавыя клеці маюць чатыры валка, размешчаныя адзін над іншым. Два валка меншага дыяметра з'яўляюцца працоўнымі (прываднымі), а два крайніх - апорнымі, якія ўспрымаюць на сябе ціск пры пракатцы і што перашкаджаюць прагіну працоўных валкоў. Ужываюцца пры гарачай пракатцы тоўстых бранявых пліт і лістоў на рэверсіўных постацях, а таксама на постацях бесперапыннай пракаткі тонкіх лістоў і стужак.
Шматвалковыя клеці (6, 12 і 20 валкоў) з прычыны яшчэ большай калянасці працоўнай клеці ўжываюцца для дакладнай халоднай пракаткі найтонкай стужкі (фальгі). Рабочыя валкі дыяметрам 10 - 30 мм - халастыя, абапіраюцца на сярэднія прывадныя валкі, якія круцяць іх сіламі трэння.
Універсальныя клеці акрамя гарызантальных валкоў маюць вертыкальныя валкі, усталяваныя зблізку да першых. Гэтыя клеці ўжываюцца ў слябінгах і ўніверсальных бэлечных постацях (для пракаткі бэлек вышынёй да 1000 мм) і забяспечваюць пракатку з обжатием як у вертыкальнай, так і ў гарызантальнай плоскасці.
Па выглядзе выпускаемай прадукцыі пракатныя станы падзяляюцца на абціскныя (блюмінгі і слябінгі), нарыхтоўчыя, рэйкасалачныя, гатункавыя, драцяныя, ліставыя, трубапракатныя, бандажэ- і колапракатныя, а таксама іншыя станы спецыяльнага прызначэння.
|
