СПЕЦЫЯЛЬНЫЯ МЕТАДЫ ліцця
Галоўныя перавагі спецыяльных спосабаў ліцця - магчымасць атрымліваць больш дакладныя і з лепшай паверхняй адліўкі. Выкарыстанне гэтых спосабаў дазваляе паменшыць ці нават адмяніць прыпускі на механічную апрацоўку; акрамя таго, дасягаецца эканомія металу і памяншаецца кошт механічнай апрацоўкі адлівак.
§ 49. Ліццё ў абалонкавыя формы
Ліццё ў абалонкавыя формы - адзін з прагрэсіўных спосабаў атрымання адлівак, па памерах блізка надыходзячых да памераў гатовай дэталі. Гэты спосаб дазваляе механізаваць і аўтаматызаваць усе вытворчыя працэсы. Ліццё ў абалонкавыя формы ў параўнанні з ліццём у пяшчаныя формы мае наступныя перавагі: памяншаецца, выдатак вадкага металу на 20 - 30% за рахунак паніжэння прыпускаў на механічную апрацоўку з прычыны падвышанай дакладнасці памераў адліўкі і памяншэнні памераў литниковой сістэмы; значна скарачаецца аб'ём механічнай апрацоўкі; выдатак фармовачных і стрыжневых матэрыялаў і выдаткі на падрыхтоўку сумесі і яе транспартаванне памяншаюцца ў 5 - 6 раз; працаёмкасць ачышчальных прац памяншаецца на 10 - 20%; працаёмкасць выраба адліўкі памяншаецца на 30 - 60%;
Працэс атрымання абалонкавых раздымных формаў і абалонкавых стрыжняў заснаваны на тым, што шэраг термореактивных смол мае ўласцівасць плавіцца, а затым незваротна дубянее пад дзеяннем падвышаных тэмператур.
Сухая пясчана-смаляная сумесь, якая складаецца з дробнага кварцавага пяску і 6 - 8% парашка термореактивной (бакелітавага) смалы, наносіцца на мадэльную пліту, нагрэтую да 220 - 250° З. Пласт сумесі, прылеглай да пліты, награваецца, термореактивная смолу працягу 12 - 20 сек утворыць вакол мадэлі і пліты абалонку таўшчынёй 6 - 10 мм. Пасля выдалення неразмякчанай сумесі мадэльная пліта разам з пясчана-смалянай абалонкай змяшчаецца ў печ, нагрэтую да тэмпературы 350 - 370° З, для канчатковага отверждения; пры гэтым смала пераходзіць у цвёрдае незваротнае стан. Отвержденіе працягваецца 1,5 - 2 мін. Трываласць абалонкі на парыў дасягае 10 - 15 кг/гл ² (100 - 450 Мпа).
Абалонкавыя, пустотелые стрыжні вырабляюцца па гэтым жа прынцыпе.
Працэс выраба абалонкавай паўформы складаецца ў наступным. Фармовачная сумесь засынаецца ў паваротны бункер і на ім замацоўваецца прагрэтая да тэмпературы 220 - 250° З мадэльная пліта. Пасля павароту бункера на 180° і вытрымкі ў такім становішчы на працягу 12 - 20 сек на мадэлі ўтворыцца пласт запечанай сумесі таўшчынёй 6 - 10 мм. Затым бункер вяртаецца ў зыходнае становішча і з яго здымаецца мадэльная пліта з якая ўтварылася абалонкай. Мадэльная пліта разам з абалонкай змяшчаецца ў электрычную печ для канчатковага отверждения абалонкі, якая здымаецца з пліты пры дапамозе штурхачоў.
Ніжняя абалонка - паўформа пасля ўстаноўкі ў яе стрыжняў накрываецца верхняй абалонкай - паўформай. Паўформы склейваюць або злучаюць клямарамі.
Гатовыя формы ўсталёўваюць у кантэйнер і засынаюць шротам ці пяском, каб прадухіліць іх разбурэнне падчас залівання.
§ 50. Вытворчасць дакладных адлівак па мадэлях, якія выплаўляюцца
Сутнасць спосабу складаецца ў тым, што мадэлі для вырабу нераздымных формаў робяць з лёгкаплаўкіх або лёгкавыпальваных матэрыялаў і выдаляюць іх пасля вырабу формаў выплаўленнем або выпальваннем. Такім чынам мадэль служыць толькі адзін раз. Спосаб ліцця па якія выплаўляюцца мадэлям ужо даўно вядомы ліцейшчыкам пад назовам ліцця па васковых мадэлях.
Спосаб ліцця па якія выплаўляюцца мадэлям асабліва характэрны тым, што адсутнасць раздымаў формаў дае магчымасць атрымліваць вельмі складаныя адліўкі з вялікай дакладнасцю памераў пры рэзкім скарачэнні аб'ёму іх механічнай апрацоўкі. Акрамя таго, ужываннем гэтых спосабаў дасягаецца высокая чысціня паверхні формаў і заліванне вырабляецца ў нагрэтыя формы, што забяспечвае атрыманне танкасценных адлівак.
Пры выкарыстанні гэтага спосабу няма неабходнасці спрашчаць канструкцыі дэталяў шляхам іх расчлянення, што звычайна павялічвае аб'ём механічнай апрацоўкі, можна аб'яднаць некалькі дэталяў у адзін вузел і такім чынам зменшыць выдатак металу на 50 - 60%.
Ліццё па якія выплаўляюцца мадэлям асабліва мэтазгодна ўжываць для выраба дэталяў са сплаваў з падвышанай цвёрдасцю, са складанай механічнай апрацоўкай, якая патрабуе выраба значнай колькасці прынад, адмысловай рэжучай і меральнай прылады.
Спосабам ліцця па якія выплаўляюцца мадэлям вырабляюць самыя розныя дэталі пераважна з вугляродзістай і легіраванай сталей, а таксама з каляровых сплаваў.
У залежнасці ад прызначэння адрозніваюць прэс-формы, якія выкарыстоўваюцца пры дробнасерыйнай вытворчасці, і прэс-формы, разлічаныя на працяглы тэрмін службы ў масавай вытворчасці. У першым выпадку ўжываюць адліваныя прэс-формы з лёгкаплаўкіх сплаваў, эпаксіднай смалы з напаўняльнікам, гіпсавыя, у другім- сталёвыя прэс-формы, вырабленыя механічнай апрацоўкай. Аналагічныя прэс-формы вырабляюць і для літнікавай сістэмы.
Для выраба мадэляў адлівак звычайна ўжываецца мадэльны склад, які складаецца з 50 - 60% парафіна і 50 - 40% стэарыну, а для больш складаных мадэляў - склад з 25 - 35% парафіна і 75 - 65% стэарыну.
Дробныя прэс-формы заліваюць вадкім складам, а буйнейшыя запаўняюць пастообразным складам з дапамогай шпрыца, затым мадэльны склад падвяргаюць прэсаванню ўручную ці на прэсе. Вырабленыя мадэлі астуджаюць у прэс-формах, затым вымаюць іх з прэс-формаў і пасля ачысткі запрасоўваюць у іх мадэльны склад.
Адначасова з вырабам выплаўляных мадэляў вырабляюць з таго ж складу мадэлі літнікавай сістэмы, якія прыпайваюцца да мадэляў адлівак з дапамогай электрапаяльніка, нажа і пінцэта.
На гатовыя мадэльныя камплекты шляхам акунання наносяць некалькі пластоў вогнетрывалага пакрыцця з пылападобнага кварца на гидролизованном растворы этылсілікату. Затым вырабляецца абсыпка мадэляў пяском для павелічэння трываласці пакрыццяў. Пасля нанясення вогнетрывалага пакрыцця мадэльныя камплекты ўсталёўваюць у апокі, якія запаўняюць напаўняльнікам, а затым у печах выплаўляецца мадэльны склад і выпальваюцца яго рэшткі з паражніны формы.
У якасці напаўняльнікаў звычайна ўжываюць сухі кварцавы пясок і толькі зрэдку (для формы высокай трываласці) вільготныя напаўняльнікі, якія змяшчаюць, акрамя пяску, глиноземистый цэмент (каля 12% ад вагі пяску) і ваду. Ушчыльненне напаўняльніка вырабляюць уручную (у невялікіх майстэрнях) або на вібрацыйнай машыне. Для таго каб сухі напаўняльнік не высыпаўся з апокі, яе тарцы латаюць пластом сумесі з пяску і 10% вадкага шкла.
Мадэлі выплаўляюцца трыма спосабамі: у электранагравальных шафах пры тэмпературы 150 - 200° З; у ваннах з гарачай вадой і дзеяннем бруі пару ці гарачага паветра. Выпальванне рэштак мадэльнага складу вырабляецца ў электрычных награвальных печах розных канструкцый пры тэмпературы 850 - 900 ° С на працягу некалькіх гадзін. Пасля гэтага гарачыя формы заліваюць вадкай сталлю ці іншым сплавам.
Пасля астуджэння адліўкі вымаюць з формаў, выдаляюць з іх вогнетрывалае пакрыццё, затым адлучаюць ад літнікавай сістэмы, месцы адрэзкі ад літнікавай сістэмы зачышчаюць мянташкам. У выпадку неабходнасці адліўкі падвяргаюць тэрмічнай апрацоўцы.
§ 51. Вытворчасць адлівак у металічныя формы
Ліццё ў металічныя формы атрымала найбольшае распаўсюджванне. Металічныя формы ўжываюць для выраба адлівак з розных металаў і сплаваў (сталі, чыгуну, бронзы, латуні, алюмініевых сплаваў і т. д.).
Працэс ліцця ў металічныя формы ў параўнанні з ліццём у пясчаныя формы мае шэраг пераваг: змяншаецца шлюб ліцця; здым ліцця з 1 м? фармовачнай плошчы павышаецца ў некалькі разоў; працаёмкасць выраба 1 т прыдатнага ліцця памяншаецца ў 2 - 3 разы; сабекошт ліцця змяншаецца на 15 - 25%; памяншаецца загрузка металлорежущих станкоў у сувязі са зніжэннем, а ў асобных выпадках з ухіленнем апрацоўкі адлівак; павялічваецца культура вытворчасці.
Устойлівасць металічных формаў выяўляецца ў межах ад пяцідзесяці да дзясяткаў тысяч (для дробных адлівак з лёгкаплаўкіх сплаваў) залівак і залежыць ад сплава, канфігурацыі і памераў адлівак, а таксама якасці металічнай формы. Пры вырабе чыгунных адлівак вагай да 1,5 кг металічная форма вытрымоўвае да 5000 залівак, а пры вырабе сталёвых адлівак вагай да 150 кг - толькі да 300 - 500 залівак.
Звычайна металічныя формы для адлівак з чыгуну, сталі і медных сплаваў вырабляюць з чыгуну. Высокая ўстойлівасць металічных формаў шмат у чым залежыць ад якасці чыгуну, з якога вырабляюць форму. Металічныя формы адліваюць з шэрага, низколегированного і мадыфікаванага чыгуну. Аднак тэрмін службы металічнай формы вызначаецца не толькі якасцю чыгуну, з якога яна выраблена, але і правільнасцю яе эксплуатацыі. Працоўныя паверхні формы неабходна ўвесь час засцерагаць ад іржы, якая выклікае хуткі разгар формы пры судотыку з расплаўленым металам. Перад заліваннем форму варта падаграваць да тэмпературы 150 - 200° З. Працоўныя паверхні формы неабходна пакрываць вогнетрывалай фарбай, якая засцерагае іх ад разбурэння, а паверхні адліўкі - ад адбела.
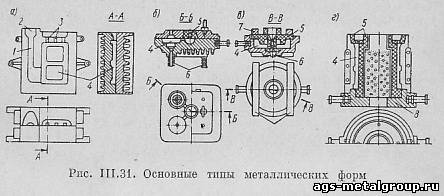 Ужываюцца чатыры асноўных тыпу канструкцыі металічных формаў.
1. Формы з вертыкальным раздымам (мал. 111.31, а) літніковая сістэма складаецца з чары 2, стояка 1 і тонкага, але шырокага шчыліннага сілкавальніка, які падводзіць метал у паражніну формы 4, з якой газы выдаляюцца праз выпоры 3.
2. У форме з гарызантальным раздымам (мал. 111.31, бы) падвод металу вырабляюць па раздыме формы, прычым стояк литниковой сістэмы з мэтай паслаблення яго супраціву ўсаджванню зроблены ў пяшчаным стрыжні 5. Для выштурхоўвання адлівак з формы прадугледжаны штурхачы 6 са спружынамі.
3. У вытраснай металічнай форме (мал. 111. 31, в), акрамя верхняга пяшчанага стрыжня 5 маюцца стрыжань для литниковой сістэмы і стрыжань для варонкі, прычым першы з іх прызначаны таксама для атрымання цэнтральнай адтуліны ў адліўцы. Форма зверху забяспечана грузамі 7.
4. У форме, намаляванай на мал. 111.31, г, ужыта заліванне праз тонкія цыліндрычныя (дажджавыя) сілкавальнікі. Стрыжні ў дадзеным выпадку ўжываюць як для атрымання цэнтральнай паражніны, так і литниковой колцавай чары. Гарызантальны раз'ём формы ажыццяўляецца з дапамогай з`ёмным паддона 8. Вентыляцыя формаў, апроч выпораў ці прыбыткаў, ажыццяўляецца з дапамогай тонкіх каналаў у плоскасці раздыма формаў і коркаў з невялікімі адтулінамі.
Выраб адлівак спосабам ліцця ў металічныя формы складаецца з наступных асноўных аперацый: падрыхтоўка формы (ачыстка, нагрэў, нанясенне на працоўныя паверхні абліцоўвання і фарбы); зборка формы (усталёўка пяшчаных ці металічных стрыжняў, накрыццё і замацаванне частак формы); заліванне формы вадкім сплавам; выманне адлівак пасля іх астывання і расчыненні формы з дапамогай штурхачоў, гаплікаў і т. п.; абрубка, ачыстка і тэрмічная апрацоўка (у выпадку патрэбы) адлівак.
У масавай і серыйнай вытворчасці дробных адлівак ужываюцца адмысловыя станкі і машыны для адчынення формы і выдаленні металічных стрыжняў. Пры невялікім маштабе вытворчасці звычайна выкарыстоўваюцца ручныя станкі розных канструкцый (рычажныя, рэечныя і т. п.), пры серыйнай вытворчасці - пнеўматычныя станкі, а пры масавай - паўаўтаматычныя карусельныя машыны гарызантальнага тыпу.
Ужываюць водоохлаждаемые металічныя формы, устойлівасць якіх больш за ў тры разу перавышае ўстойлівасць звычайных металічных формаў.
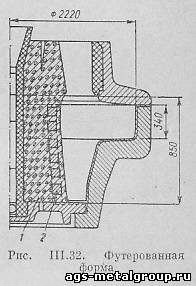 Для выраба буйных цяжкавагавых адлівак ужываюць футэраваныя формы (мал. 111.32), працоўная паверхня якіх утворыцца выступоўцамі на таўшчыню футроўкі металічнымі пляцоўкамі 2. Прастора паміж імі запоўнена фармовачнай сумессю на вадкім шкле 1. Колькасць, памеры і размяшчэнне металічных пляцовак павінны забяспечваць роўна тонкіх і тоўстых перасеках адліўкі і накіраванае зацвярдзенне металу знізу ўверх для вываду ўсаджвальнай ракавіны ў прыбытак.
§ 52. Вытворчасць адлівак пад ціскам
Ліццё пад ціскам з'яўляецца высокапрадукцыйным спосабам атрымання адлівак з каляровых сплаваў: свінцова-алавяністыя, цынкавых, алюмініевых, магніевых і медных. На некаторых заводах асвоена таксама вытворчасць дробных адлівак са сталі пад ціскам. Гэтым спосабам можна атрымліваць вельмі складаныя фасонныя адліўкі з высокай чысцінёй паверхні і дакладнымі памерамі. Асноўная добрая якасць ліцця пад ціскам складаецца ў тым, што рэзка змяншаецца працаёмкасць выраба дэталяў з прычыны амаль поўнага ўхілення механічнай апрацоўкі.
Гэты спосаб дазваляе атрымліваць дэталі любой складанай канфігурацыі са шматлікімі круглымі і фасоннымі адтулінамі, размешчанымі ў розных плоскасцях, з высокай чысцінёй паверхні адлівак. Паспяхова вырабляюцца адліўкі з элементамі зубчастых зачапленняў (шасцярні, рэйкі); зуб'і такіх адлівак але патрабуюць дадатковай апрацоўкі. Ліццё пад ціскам дазваляе вырабляць танкасценныя адліўкі з мінімальнай таўшчынёй сценкі, роўнай 1,5 мм. На паверхні адліўкі лёгка атрымаць розныя надпісы, завадскія знакі, кляйма, накатку, а таксама вонкавую і ўнутраную разьбу 2-га класа дакладнасці.
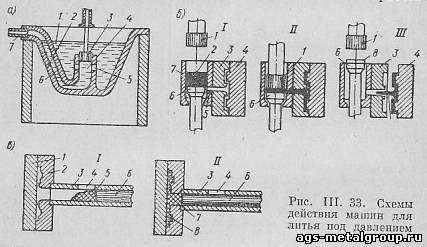 Машыны для ліцця пад ціскам маюць гарачыя камеры сціску (мал. 111.33, а) або лядоўні камеры сціску, якія могуць размяшчацца вертыкальна (мал. 111.33, бы) ці гарызантальна (мал. 111. 33, у).
Машыны з гарачымі камерамі ўжываюцца толькі для сплаваў з нізкай тэмпературай плаўлення - (напрыклад, для цынкавых сплаваў) і маюць малаважнае распаўсюджванне.
Пры ўзняцці ўверх прэсуе поршня 3 (мал. 111.33, а) адкрываюцца каналы 5, праз якія метал 1 з катла 2 паступае ў шклянку камеры 4. Пры апусканні поршня метал па пад'ёмным канале 6 перадаецца праз муштук 7 у металічную форму і запаўняе яе.
Машыны з гарачымі камерамі працуюць як пры гідраўлічным, так і пры кампрэсарным і рычажным ціску на поршань; удзельны ціск пры гэтым складае 20 - 100 кг/см² (2 - 10 Мпа). У сучасных машынах ужываюць галоўнай выявай лядоўні камеры сціску, ізаляваныя ад плавільнай печы. Заліванне металу вырабляецца лыжкай ці іншым спосабам.
Вертыкальная камера сціску, (мал. 111.33, бы) размешчана раўналежна плоскасці раздыма формы, якая складаецца з паловак 3 і 4. У форму метал падаецца з камеры пад кутом 90° да восі ходу прасавальнага поршня. Камера складаецца з напаўняльнай шклянкі 7, дно якога ўтворыцца ніжнім поршнем 6 (так званай пяткай). Метал 2 наліваецца ў напаўняльную шклянку (схема I) і прессующим пуансонам 1 запрасоўваецца ў форму (схема II). Для таго каб метал не пайшоў у форму самацёкам, літнікавая адтуліна 5 да пачатку запрэсоўкі зачыняецца поршнем 6, падтрымоўваным знізу на патрабаванай вышыні з дапамогай спружыны. Пры апусканні прасавальнага пуансона спружына сціскаецца, і поршань садзіцца на канічнае гняздо, адчыняючы шлях металу ў форму.
Пасля запрэсоўкі металу прасавальны пуансон 1 паднімаецца ўверх (схема III) і пры дапамозе адмысловых цяг, злучаных з поршнем 6, захапляе яе за сабой. Пятка пры сваім руху ўверх адразае ад літніка з адліўкай літнікавы астатак 8, які знаходзіцца ў пластычным стане, і выкідвае яго з дадатковай шклянкі. Пасля гэтага цягі, якія злучаюць поршань з пяткай, раз'ядноўваюцца, пятка апускаецца на сваё месца, палоўка формы 4 разам з адліўкай і літнікам адводзіцца ў бок, і адліўка вызваляецца ад яе.
Гарызантальная камера сціску (мал. III.33, у) складаецца з шклянкі 3 з авальнай адтулінай 4 для залівання порцыі металу 5 і плунжера 6 гідраўлічнага прэса. Камера сціску злучаецца з металічнай формай, якая складаецца з паловак 1 і 2. Адразу ж пасля залівання метал рухам плунжера запрасоўваецца ў форму праз літніковы канал, які з'яўляецца працягам шклянкі камеры (схема II, мал. III.33, у). Пасля запрэсоўкі металу плунжер працягвае заставацца пад ціскам да моманту адчынення формаў. Адліўка 8 здабываецца разам з літніковым астаткам 7, які затым адразаецца.
|