Ліцейнае вытворчасць
Ліцейнай вытворчасцю завецца працэс выраба дэталяў (нарыхтовак), заснаваны на запаўненні вадкім металам паражніны формы, якая адпавядае па канфігурацыі якая адліваецца дэталі.
Ліцейная вытворчасць складаецца з шэрагу паслядоўных тэхналагічных працэсаў: вырабу мадэляў і стрыжневых скрынь, прыгатавання фармовачных і стрыжневых сумесей, вырабу і зборцы ліцейных формаў і стрыжняў, расплаўленні металу і заліванні формаў, выбіванні і ачысткі адлівак.
Адліўкі вырабляюцца з розных сплаваў (чыгуну, сталі, сплаваў на аснове медзі, алюмінія, магнію, тытана і інш.) любой складанасці. Коўкам, штампоўкай і зваркай атрымліваць такія нарыхтоўкі немагчыма ці значна цяжэй. Таўшчыня сценак адліўкі 0,5 - 500 мм і больш. Кошт літых нарыхтовак меншы за кошт штампаваных і кованых. Адказныя складаныя нарыхтоўкі дэталяў шматлікіх машын (кампрэсараў, рухавікоў унутранага згарання), працоўных колаў помпаў, лапатак турбін і іншых складаных дэталяў вырабляюць метадам ліцця.
Значнага развіцця ліцейную вытворчасць дасягнула пасля Вялікай Кастрычніцкай Сацыялістычнай рэвалюцыі.
Вялікія дасягненні ёсць у галіне распрацоўкі і ўкаранення высокатрывалых сплаваў. Паспяхова ўжываюцца для выраба адлівак высокатрывалыя чыгуны, па трываласці не якія саступаюць вугляродзістай сталі, низколегированные і высоколегированные сталі, якія адрозніваюцца высокай трываласцю, цеплатрываласцю, антыкаразійнасцю і іншымі ўласцівасцямі.
Маюцца ліцейныя цэхі, у якіх вытворчыя аперацыі не толькі механізаваны, але і аўтаматызаваны. Галоўная перавага іх складаецца ў тым, што яны даюць магчымасць атрымліваць з мінімальнымі выдаткамі працы дакладныя і з лепшай паверхняй адліўкі, у выніку чаго атрымоўваецца паменшыць ці нават адмяніць прыпускі на механічную апрацоўку.
Для палягчэння вывучэння працэсу вырабу адліўкі разгледзім схему тэхналагічнага працэсу (мал. III.1).
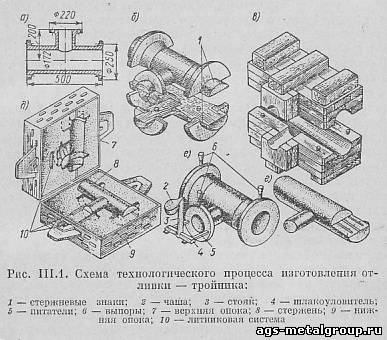 Па чарцяжы дэталі (мал. 111. 1, а) тэхнолаг-ліцейшчык распрацоўвае чарцёж мадэлі і стрыжневай скрыні. У мадэльным цэху па гэтых чарцяжах вырабляюць мадэль (мал. 111.1, бы) і стрыжневая скрыня (мал. 111.1, у), пры гэтым улічваюцца прыпускі на механічную апрацоўку і ўсаджванне сплава пры астыванні. З мэтай атрымання апорных паверхняў для ўстаноўкі стрыжняў на мадэлях выкананы стрыжневыя знакі. Па стрыжневай скрыні фармуюць стрыжань, які прызначаны для адукацыі ў адліўцы ўнутранай паражніны.
Для залівання формы металам маецца літніковая сістэма, якая складаецца з чары 2, стояка 3, шлакаулоўніка 4, сілкавальнікаў 5 і выпор 6 (мал. 111.1, е). Пры зборцы ў ніжнюю паўформу (мал. 111.1, д) усталёўваюць стрыжань (мал. 111.1, г), затым спарваюць абедзве паўформы і нагружаюць баластам.
У плавільным аддзяленні расплаўляюць метал і заліваюць у формы. Астылую адліўку выбіваюць з формы і перадаюць у аддзяленне ачысткі і абрубкі, дзе яе чысцяць ад фармовачнай стрыжневай сумесі і абсякаюць рэшткі літніка, залівы адліўкі. Унутраныя ж паражніны, адтуліны, паднутрэнні і выступы, якія цяжка ці немагчыма атрымаць па мадэлі формы, выконваюцца пры дапамозе стрыжняў. Мадэлі і стрыжневыя скрыні, падмадэльныя пліты, на якія ўсталёўваюць мадэлі пры вырабе формаў, і элементы літнікавай сістэмы складаюць мадэльны камплект.
Патрабаванні, якія прад'яўляюцца да мадэляў і стрыжневым скрыням, складаюцца ў тым, каб яны былі досыць трывалымі і забяспечвалі выраб вызначанай колькасці формаў і стрыжняў без істотнага рамонту, а таксама неабходныя памеры адліўкі ў адпаведнасці з чарцяжом літой дэталі.
Канструкцыі мадэлі і стрыжнёвай скрыні павінны забяспечваць вольнае выманне мадэлі з формы і стрыжня са скрыні. Для таго каб сумесь не прыліпала да паверхні мадэлі або скрыні, яе варта старанна адштукаваць, а драўляныя мадэлі і скрыні афарбаваць. Мадэльны камплект у цэлым павінен быць трывалым, не змяняць сваіх памераў і супрацьстаяць дзеянню вільгаці.
Мадэльныя камплекты вырабляюцца з дрэва, металічных сплаваў, пластмас і іншых матэрыялаў. Пры адзінкавай і дробнасерыйнай вытворчасці мадэльныя камплекты вырабляюцца з розных парод дрэва: хвоі, елкі, бука, бярозы, ліпы, алешыны і клёну пры буйнасерыйнай і масавай характары вытворчасці ўжываюцца металічныя мадэльныя камплекты. У параўнанні з драўлянымі металічныя мадэльныя камплекты маюць наступныя перавагі: падвышаную дакладнасць памераў адлівак і даўгавечнасць.
Металічныя мадэлі вырабляюцца з чыгуну, алюмініевых і бронзавых сплаваў, стрыжневыя скрыні - звычайна з алюмініевых сплаваў. У мэтах памяншэння выдатку металу, памяншэнні вагі мадэляў і стрыжневых скрынь яны адліваюцца танкасценнымі.
Для вырабу мадэляў пры серыйнай вытворчасці пачалі ўжываць эпаксідныя смолы і некаторыя іншыя пластмасы.
Металічныя мадэлі вырабляюцца з літой загатоўкі. Форма для нарыхтоўкі вырабляецца па драўлянай мадэлі (прамадэлі) з улікам сумарнага ўсаджвання металу пры адліўцы мадэлі, усаджванні металу пры вырабе адліўкі, а таксама сумарнага прыпуску на механічную апрацоўку нарыхтоўкі для мадэлі і адліўкі.
Для машыннай фармоўкі металічныя і драўляныя мадэлі мантуюцца на металічных падмадэльных плітах разам з літнікавай сістэмай.
Пры ручной фармоўцы металічныя мадэлі вытрымоўваюць да 5000 - 10 000 фармовак, а пры машыннай - 50 000 - 150 000.
§ 2. Асноўныя прынцыпы канструявання і вырабы мадэляў і стрыжневых скрынь
Пры вырабе мадэляў і стрыжневых скрынь улічваюцца тэхналогія фармоўкі і вырабы стрыжняў, ліцейныя ўласцівасці металу і наступная механічная апрацоўка адліўкі.
Тэхнолаг ліцейнага цэха распрацоўвае тэхналагічны працэс выраба адліўкі, наносіць яго на чарцёж дэталі, які перадаецца ў мадэльны цэх. На чарцяжы паказваюцца плоскасці раздыма мадэлі, размяшчэнне формы пры заліванні (верх і ніз), ліцейнае ўсаджванне, колькасць стрыжневых скрынь і плоскасці іх раздыма, памеры стрыжневых знакаў, ліцейныя ўхілы, прыпускі на механічную апрацоўку.
У шэрагу выпадкаў даюцца ўказанні аб размяшчэнні месцаў падводу металу, памерах мадэляў літнікавай сістэмы і прыбыткаў, аб вырабе шаблонаў для праверкі памераў стрыжняў і правільнасці іх усталёўкі ў форме.
Перш чым прыступіць да выраба мадэлі і стрыжневых скрынь мадэльшчык вычэрчвае на лісце фанеры ці ж на драўляным шчыце асноўныя праекцыі мадэлі ў натуральную велічыню з улікам усаджвання металу, ліцейных ухілаў, прыпускаў на апрацоўку, памераў стрыжняў і стрыжневых знакаў. Для выгоды ўжываюць усаджвальны метр, на якім ліцейнае ўсаджванне паказана ў памеры 1,0; 1,25; 1,75; 2% у залежнасці ад сплава, з якога будзе вырабляцца адліўка. Па мадэльным чарцяжы вызначаюць памеры загатовак для вырабу мадэлі і стрыжневых скрынь.
Прыпускі на механічную апрацоўку прызначаюцца па Дасце ў залежнасці ад характару вытворчасці (адзінкавага, серыйнага, масавага), асаблівасцяў сплава, памераў адліўкі і яе становішчы ў форме.
Фармовачныя ўхілы, якія ўжываюцца для таго, каб палегчыць выманне мадэлі з формы і стрыжня з стрыжневай скрыні, робяць у залежнасці ад вышыні і матэрыялу мадэлі (дрэва ці метал) і спосабу фармоўкі ў адпаведнасці з ДАСТам.
Для атрымання ў адліўках плыўных пераходаў ад адной паверхні да іншай унутраныя куты закругляюцца. Радыусы закругленняў або галтэляў павінны быць роўныя ад 1/5 да 1/3 сярэдняга арыфметычнага памеру дзвюх сценак, якія ўтвараюць кут.
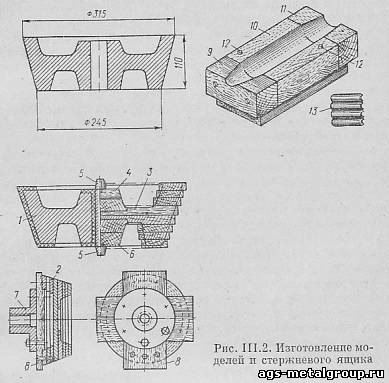 На мал. III.2 паказана тэхналогія вырабу драўлянай мадэлі і стрыжневай скрыні канічнага катка. Вобад катка 1 збіраецца з асобных сегментаў 2 у тры шэрагу па шэсць штук, а дыск катка 3 і муфты 4 і 6 склейваюцца з двух пластоў дошак з узаемнаперпендыкулярным кірункам валокнаў. Для зніжэння коробления дошкі сушацца ў спецыяльных камерах з давядзеннем вільготнасці да 8 - 10%.
Дошкі папярэдне габлююць на фугавальным станку, разразаюць на патрэбныя па памерах і канфігурацыі нарыхтоўкі. Затым нарыхтоўкі склейваюць сталярным клеем і сціскаюць адмысловымі шрубцынгамі. Пасля зацвярдзення клею нарыхтоўкі мацуюць да драўлянага крыжа 8, прыкручанаму да планшайбы 7 такарнага станка, і падвяргаюць апрацоўцы. Асобна выточваюцца муфты 4 і 6 і знакі 5. Затым вырабляюць зборку мадэлі, замацоўваючы яе часткі шрубамі і клеем. Стрыжневая скрыня вырабляецца раздымным па восі з двух сіметрычных палоў. Кожная палова скрыні складаецца з трох частак - сярэдняй 10 і двух кантавых 9 і 11. Паглыбленне ў сярэдняй частцы скрыні вырабляецца на фрэзерным станку або ўручную паўкруглай стамескай, для чаго папярэдне робяць у нарыхтоўцы долевыя прапілоўкі ручной лучковай пілой або на істужачнай пілой.
Тарцовыя часткі з канічнымі адтулінамі расточваюцца на такарным станку адначасова для двух палоў скрыні і затым склейваюцца па раздыме. У пазбяганне адрыву кантавых частак сябар ад сябра падчас тачэння на такарным станку забіваюць у іх грабянцы - клямары 13. Пасля расточвання паловы кантавых частак раз'ядноўваюць і кожную з іх злучаюць з сярэдняй часткай шрубамі. Абедзве паловы стрыжневай скрыні спарваюцца з дапамогай шыпоў - дзюбеляў 12.
§ 3. Выраб хутказменнага мадэльнага абсталявання
Канструкцыя хутказменнай падмадэльнай пліты (мал. III.3) для паасобнай фармоўкі ніжняй і верхняй паўформаў складаецца з двух асноўных дэталяў: падапечнай сталёвай або чыгуннай рамы 1 і ўкладной зменнай мадэльнай пліты 2. Памеры падапечнай пліты павінны быць такія, каб апакі пры фармоўцы абапіраліся на яе, а не на мадэльную пліту. Мацаванне рамы да стала машыны ажыццяўляецца двума загваздкамі 4, якія адначасова служаць для цэнтроўкі опак. Мадэлі літнікавай сістэмы 3 размешчаны на падапечнай пліце.
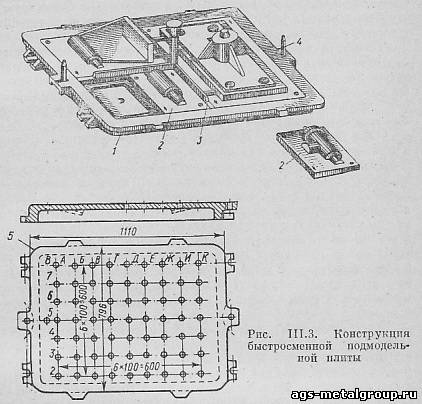 Пры вялікай наменклатуры адлівак і частай іх змене ўжываюць каардынатныя пліты 5, якія паскараюць мантаж мадэляў. Гэтыя пліты маюць базавыя адтуліны для фіксацыі і мацаванні мадэляў; адтуліны размяшчаюцца з роўнымі адлегласцямі паміж іх восямі. Кожная адтуліна мае шыфр, напрыклад А7, Г7, Дб і т. д., які вызначае яго становішча на пліце.
|