§ 25. Зварка чыгуну
Зварка чыгуну найболей часта ўжываецца для выпраўлення дэфектаў адлівак і пры рамонтных працах. У месцах зваркі чыгуну ўтворыцца структура белага чыгуну падвышанай цвёрдасці: з прычыны чаго зварное шво цяжка падвяргаецца апрацоўцы рэжучай прыладай. З-за вялікіх высілкаў у вырабе ўтворацца расколіны. Перад заваркой (зваркай) дэфекты высякаюць да чыстага металу і вырабляюць разробліванне V-вобразных беражкоў з кутом у 60 - 70'. Краі расколін засвідроўваюць у пазбяганне пашырэння іх пры зварцы.
Зварку чыгуну вырабляюць наступнымі спосабамі. Гарачая зварка ўжываецца ў тых выпадках, калі пасля зваркі шво падвяргаецца апрацоўцы рэжучай прыладай або павінен мець трываласць не ніжэй асноўнага металу. Пасля V-вобразнай разделки беражкоў чыгунную дэталь падвяргаюць нагрэву да 550 - 600' З і затым вырабляюць газавую ці электрадугавую зварку з ужываннем пруткоў ці электродаў з чыгуну.
Папярэдні нагрэў дэталі памяншае хуткасць зацвярдзення наплаўленага чыгуну і яго астуджэнні і спрыяе ўхіленню адбельвання. Пасля зваркі дэталь павольна астуджаюць у печы ці кладуць у яму і засынаюць сухім пяском.
Дробныя чыгунныя дэталі падвяргаюцца агульнаму нагрэву, а буйныя дэталі - мясцоваму нагрэву полымем драўнянага вугалю або коксу ў зоне, непасрэдна прылеглай да зварачнага шва.
Пры газавай і электрадугавой зварцы ўжываюць прысадачныя чыгунныя пруткі або электроды дыяметрам 8 - 12 мм з падвышаным утрыманнем вугляроду (3,8 - 4,0%) і крэмнія (3,4 - 3,6%). Пры газавай зварцы ў якасці флюсу выкарыстоўваюць свідру Na₂B₄O₇ або свідру ў сумесі з борнай кіслатой у стаўленні 1:1. Халодная зварка ўжываецца ў тых выпадках, калі зварное шво не падвяргаецца механічнай апрацоўцы і можа мець паніжаную трываласць. Гэты спосаб зваркі вырабляецца хутка, і ён найболей эканамічны. Газавая або электрадугавая зварка без падагрэву вырабляецца з ужываннем прысадачных пруткоў ці электродаў з малавугляродзістага дроту. Зварное шво мае структуру адбеленага чыгуну.
Пры зварцы буйных і сярэдніх дэталяў для атрымання надзейнага злучэння чыгуну з наплаўленым металам укручваюць на разьбярстве ў абзы зварваных дэталяў сталёвыя шпількі ў шахматным парадку. Да сталёвых шпільак добра приваривается электродны метал, у выніку чаго атрымліваюць трывалае злучэнне чыгунных дэталяў.
Зачыстка зварнога шва пры зварцы без падагрэву вырабляецца абразіўнымі кругамі.
Для памяншэння цвёрдасці зварнога шва вырабляюць зварку біметалічнымі электродамі (якія змяшчаюць 60 - 70% медзі і 30 - 40% жалеза), монель-металам (70% нікеля і 30% медзі), меднанікелевым і железоникелевыми электродамі. Трываласць зварнога злучэння пры выкарыстанні такіх электродаў складае 60-80% ад трываласці асноўнага металу.
Зварка белага чыгуну ажыццяўляецца электрычнай дугой або газавым полымем з ужываннем сталёвага дрота, зварка каванага чыгуну - газавым полымем з латуневым прысадачным прутком або электрадугавая - электродам з меднанікелевага сплаву. Магчымая зварка чыгунам з наступным адпалам.
§ 26. Асаблівасці зваркі сталі
Зварку нізкавугляродзістай сталі можна вырабляць любымі метадамі - газавым, электрадугавым, кантактным і інш. Электрадугавая зварка мае найбольшае прымяненне. Сталі з утрыманнем вугляроду меней 0,25% і нізкалегаваныя добра падвяргаюцца зварцы без ужывання папярэдняга падагрэву і адмысловых электродаў пры ўмове выкарыстання рацыянальных рэжымаў зваркі і надзейнай абароны наплаўленага металу ад уздзеяння паветра.
Пры зварцы канструкцыйных сталей - вугляродзістых і среднелегированных у пазбяганне загартоўкі, адукацыі расколін, змены структуры неабходна ўжываць у залежнасці ад хімічнага складу сталі папярэдні нагрэў да 300 З з наступным пасля зваркі адпалам ці адпачынкам. Пры ручной электрадугавой зварцы варта ўжываць пераважна пастаянны ток; выкарыстоўваць электроды, якія забяспечваюць у метале шва неабходныя ўласцівасці. Для падвышэння трываласці зварнога злучэння ў які наплаўляецца метал уводзяць у шэрагу выпадкаў легіравальныя элементы (Mn, Si, Сr, Ti і інш.), спрыяльныя атрыманню дробназярністай структуры; вырабляюць папластовую проковку шва; накладваюць валікі малога перасеку; вырабляюць мясцовае астуджэнне наплаўленага металу цеплаадводнымі меднымі пракладкамі ці вадой у пазбяганне перагрэву зоны зваркі.
Зварка высокалегіраваных сталей вырабляецца па спецыяльнай тэхналогіі ў залежнасці ад маркі сталі.
§ 27. Зварка каляровых металаў і сплаваў Зварка
каляровых металаў і сплаваў часта ўскладнена з прычыны ўтварэння тугаплаўкіх вокіслаў, здольнасці да паглынання значнай колькасці газаў (кіслароду, азоту, вадароду і інш.), памяншэння трываласці і рэзкага ўзрастання далікатнасці пры нагрэве і інш.
і яе сплаваў прымяняецца газавая і дугавая.
Цеплаправоднасць медзі ў шэсць разоў большая за цеплаправоднасць жалеза. Медзь пры падвышаных тэмпературах злучаецца з кіслародам, утворачы закіс Cu₂O і вокіс медзі CuO, а таксама насычаецца вадародам; пры нагрэве ў сярэднім дыяпазоне тэмператур пластычнасць і трываласць яе рэзка змяншаюцца.
Пры нагрэве медзі ў акісляльным полымі ўтвараецца закіс медзі Cu₂O, закіс медзі аднаўляецца вадародам Cu₂O + Н₂ =- 2Cu + H₂O з утварэннем вадзяной пары, які стварае ўнутраны ціск у метале, якое прыводзіць да ўтварэння ў ім пор і расколін (
Для газавай зваркі ўжываюць асадкавы матэрыял з медзі з утрыманнем фосфару да 0,25% ці крэмнія 0,15% ці чысты электралітычны дрот, уводзячы ў склад флюсу раскісляльнік - фосфарную медзь.
Звычайна ўжывальны флюс мае ў сваім складзе прокаленную свідру або сумесь, утрымоўвальную 70% свідры; 10% борнай кіслаты, 20% кухоннай солі.
У пазбяганне акіслення і перагрэву медзі зварку вырабляюць нейтральным полымем з падвышанай хуткасцю, пры расходзе ацэтылену амаль у два разы большым, чым пры зварцы сталі.
Для падвышэння трываласці зварное шво звычайна падвяргаюць каванню пры тэмпературы 400 - 500' З з наступным адпалам і астуджэннем у вадзе.
Здавальняючыя вынікі атрымліваюцца пры зварцы дугой на пастаянным току з ужываннем вугальных электродаў пры прамой палярнасці. Паверхня асноўнага металу ў зоне зваркі пакрываюць парашком таго ж складу, што і для газавай зваркі медзі.
Зварку медзі металічным электродам выконваюць кароткай дугой на сталым току зваротнай палярнасці. Зварачны ток ужываюць 50 - 100 а на 1 мм дыяметра электрода; электроды, асадкавыя пруткі вырабляюцца з алавяністай або крэмністай бронзы. Рэкамендуецца вырабляць папярэдні нагрэў вырабаў пры таўшчыні сценкі больш за 5 - 6 мм.
Зварное злучэнне добрай якасці атрымліваецца пры зварцы ў атмасферы ахоўнага газу (аргон, азот ці іх сумесі) вальфрамавым электродам на сталым току прамой палярнасці.
Зварка латунівырабляецца газавая і электрадугавая вугальнымі электродамі. Зварка латуні абцяжарана з прычыны значнага выпарэння цынку; тэмпература кіпення цынку 907'З блізкая да тэмпературы плаўлення латуні 920 - 950 С. Газавая зварка ажыццяўляецца акісляльным ацэтылена-кіслародным полымем для стварэння на паверхні ванны плёнкі тугаплаўкай вокісу крэмнію і цынку, якая абараняе метал ад далейшага выпарэння і выгарання цын. Прысадачны пруток звычайна вырабляюць з латуневага дрота ЛК 62-0,5. Прысадачныя пруткі пры электродуговой зварцы вугальным электродам ужываюць з фасфарыстай або крамністай бронзы. Пры зварцы дугу накіроўваюць на канец асадкавага прутка, які тычыцца ванны. Флюс ужываюць той жа, што і пры зварцы медзі.
Зварка алавяністай бронзызвычайна вырабляецца электрадугавым металічным электродам. Ужываецца таксама зварка электрадугавая з выкарыстаннем вугальных электродаў. Электрод ужываюць літой з фасфарыстай бронзы. Папярэдні нагрэў дэталі вырабляюць да 300 - 400' З.
Пры газавай зварцы ўжываюць пруткі з фосфарыстый бронзы ці латуні; флюс выкарыстоўваюць таго ж складу, што і пры зварцы медзі. Ацэтылена-кіслароднае полымя ўжываюць нейтральнае.
Зварку алюмінія і яго сплаваўажыццяўляюць рознымі спосабамі: газавай зваркай, электрадугавой (металічным і вугальным электродамі), аргона-дугавой, дыфузійнай у вакууме і на кантактных машынах. Для паніжэння тэмпературы плаўлення тугаплаўкай вокісу алюмінія Al₂O₃ (тэмпература плаўлення 2050'С) і абароны расплаўленага металу ад акіслення ўжываюць адмысловыя флюсы і абмазкі. Для газавай і электрадугавой зваркі вугальным электродам выкарыстоўваюць флюс наступнага складу: 45% хлорыстага калію, 15% хлорыстага літыя, 30% хлорыстага натрыю, 7% фторыстага калію, 3% кіслага сернокіслой натрыю. Абмазка металічных электродаў складаецца з 35% крыяліту, 50% хлорыстага калія, 15% натрыю. Газавую зварку вырабляюць полымем з невялікім лішкам ацэтылену.
Асадкавы матэрыял ужываюць таго ж складу, што і алюмініевы сплаў. Таўстасценныя вырабы перад зваркай падаграваюць да тэмпературы 300 - 400' З. Паверхня зварваных беражкоў старанна чысціцца, абястлушчваецца бензінам або каўстычнай содай. Разделку беражкоў дэталі вырабляюць пры зварцы алюмінія таўшчынёй больш за 5 - 6 мм.
Электрадугавая зварка алюмінія і яго сплаваў выконваецца на сталым току зваротнай палярнасці. Высокай якасці шва дасягаюць пры зварцы ў ахоўных асяроддзях.
Для кантактнай зваркі алюмінія прымяняецца ток вялікай сілы пры нязначным часе яго праходжання.
Зварка магніевых сплаваўажыццяўляецца газавым полымем, электродуговая-вугальным электродам, аргонодуговая, дыфузійная ў вакууме, кантактная і інш. Зварка газавым полымем і электрадугавая вырабляецца з ужываннем адмысловых флюсаў, якія паніжаюць тэмпературу плаўлення тугаплаўкай вокісу магнію. Добрая якасць дасягаецца пры аргонодуговой зварцы, якая вырабляецца без флюсу, пры зварцы ўльтрагукам і электронным промнем.
§ 28. Наплаўка цвёрдых сплаваў на паверхню дэталей
Наплаўка металу на паверхню дэталі дае магчымасць надаць ёй неабходныя механічныя і фізіка-хімічныя ўласцівасці і тым самым павысіць надзейнасць і даўгавечнасць работы і знізіць сабекошт.
На дэталі, якія падвяргаюцца пры эксплуатацыі значнаму зносу, наплаўляюць сплавы, якія валодаюць падвышанай цвёрдасцю. Нанясенне зносаўстойлівага пласта на паверхню сталі ажыццяўляецца наплаўкай электродамі, присадочными пруткамі, крупчастымі парашкамі, якія змяшчаюць легіруючыя элементы, а таксама за кошт пераходу зносаўстойлівых металаў і іх злучэнняў са спецыяльных флюс (абмазак) пры расплаўленні. Чым больш карбідаў у наплаўленым пласце і чым ён цвярдзей, тым ён больш зносаўстойлівы. Адзін з найболей танных спосабаў нанясення зносаўстойлівага пласта на паверхні дэталі - наплаўка адбеленага чыгуну, пры якой наплаўлены пласт валодае падвышанай цвёрдасцю і зносаўстойлівасцю за рахунак вылучэння карбіду жалеза.
Высокай зносаўстойлівасцю валодаюць наплаўкі, якія змяшчаюць карбіды хрому і асабліва бора. Для наплавок ужываюць кульгавыя чыгуны, хромістыя сталі 3Х13 і інш.
Пры выкарыстанні для наплаўкі электродаў маркі ХР19 з легавальнай абмазкай наплаўлены пласт, які мае падвышаную цвёрдасць (HRC 60 - 62), утрымоўвае 3,1% З; 22 – 25,0% Cr; 1,0% В.
Наплаўка цвёрдых сплаваў на паверхню дэталяў павялічвае ўстойлівасць апошніх, памяншае знос і падаўжае тэрмін працы. Цвёрдыя сплавы валодаюць высокай цвёрдасцю (HRC 50 - 90), якая захоўваецца, у адрозненне ад загартаванай сталі, пры нагрэве да высокіх тэмператур значнай далікатнасцю, паніжальнай супраціў ударным нагрузкам.
Цвёрдыя сплавы наплаўляюць на паверхню дэталяў, якія падвяргаюцца зносу; звычайная таўшчыня пласта наплаўкі 1,5 - 2,5 мм.
Механічная апрацоўка наплаўленых цвёрдых сплаваў вырабляецца абразівамі. Ужываюць наступныя цвёрдыя сплавы.
Адліваныя сплавы , якія адліваюцца ў выглядзе пруткоў дыяметрам 5 - 6 мм, ужываюць для наплаўкі на паверхні дэталяў, якія падвяргаюцца зносу пры трэнні аб метал (штампы, пуансоны, дэталі машын). Яны адрозніваюцца зносаўстойлівасцю пры нагрэве да 600 - 700' С. Да іх адносяцца: сормайт, які змяшчае 2,5 - 3% С; 25 – 31% Cr; 3,5% Ni, і ВК-3 (стэліт) з утрыманнем 1- 1,5% З; 28 – 32% Cr; 4 – 5% W; 58 – 62% Са.
Літыя сплавы наплаўляюць газавым полымем і электрычнай дугой пры дапамозе вугальнага або металічнага электрода.
Пры наплаўленні сплаву газавым полымем (флюс - свідра) паверхня металу награваюць моцна науглероженным полымем для паніжэння тэмпературы плаўлення павярхоўнага пласта асноўнага металу. Пасля расплаўлення металу на невялікую глыбіню прысаджваюць расплаўлены асадкавы пруток з сармайту або сплаву ВК-3. Астуджэнне дэталі вырабляюць у пяску.
Зярністыя сплавы выкарыстоўваюць у выглядзе грубазярністага парашка з зернямі памерам 1 - 3 мм з матэрыялаў, якія пасля наплаўкі на дэталь ператвараюцца ў цвёрды сплаў. Зярністыя сплавы ўжываюць для наплаўкі на паверхні дэталяў, якія падвяргаюцца зносу пры судотыку з пародай (дэталі землярыйных машын). Да такой групы цвёрдых металаў адносяцца:
Найменне Склад у %
Сплаў сталініт З - 8 - 10; Mn - 13 - 17; Cr - 16 - 20; астатняе - Fe
Сплаў Вокар З - 9,5 - 10,5; W - 85 - 87
Вісхам-9 С - 6; Mn - 15; Cr - 5; астатняе - чыгунная стружка
Наплаўка крупчастых сплаваў вырабляецца дугавой зваркай вугальным электродам на сталым току пры прамой палярнасці. Перад наплаўкай дэталь старанна чысціцца ад вокіслаў і забруджванняў, пасля чаго на яе раўнамерна наносіцца тонкі пласт сплава, які расплаўляецца затым дугой. Звычайна наплаўку сталініту вырабляюць у два пласта. Пажадана па канчатку наплаўлення дэталь адпальваць пры тэмпературы каля 900' З з наступным павольным астуджэннем.
Трубчастыя збожжападобныя сплавы ТЗмаюць высокую цвёрдасць, выкарыстоўваюць для наплаўлення свідравой прылады (долаты, шарошкі). Іх вырабляюць у выглядзе трубчастых стрыжняў з малоуглеродистой сталі дыяметрам 6-8 мм, напоўненых зернямі з карбіду вальфраму, барыда хрому і інш.
Высокай зносаўстойлівасцю валодае сплаў КБХ10, які змяшчае барыд хрому, які ўжываецца для наплаўкі вырабу са сталі, што падвяргаецца. Наплаўлены пласт металу ўтрымоўвае 2,0 - 2,26% З; 25% Cr; 2,4% У, астатняе - Fe. Наплаўку сплаваў ТЗ вырабляюць газавым полымем або электрадугой.
Металакерамічныя сплавы ў выглядзе пласцін з карбідаў вальфраму, карбідаў тытана, карбідаў хрому, сцэментаваных кобальтам або нікелем, ужываюць для рэжучай і свідравой прылады.
Карбидохромовые цвёрдыя сплавы маюць удзельная вага ў два разы меншы, чым удзельная вага вальфрамакабальтавых сплаваў, і ў 3 - 4 разы меншы кошт; сплаў можа наплаўляцца на сталь.
Металакерамічныя сплавы прылітоўваюцца да дзяржавы прылады меддзю або латунню; нагрэў ажыццяўляюць газавым полымем, у машынах для кантактнай зваркі або высокачашчынным нагрэвам.
Плаўленыя карбіды па хімічным складзе складаюцца амаль з чыстага сплаўленага карбіду вальфраму; валодаюць найболей высокай цвёрдасцю і значнай далікатнасцю. Асобныя кавалкі наплаўленых карбідаў уварваюцца ў расплаўленую паверхню прылады так, каб яны некалькі выступалі над паверхняй асноўнага металу. Павярхоўнае аплаўленне звычайна ажыццяўляецца індукцыйным нагрэвам.
Пры працы прылады адбываецца хутчэйшы знос асноўнага металу, чым рэжучых граняў кавалкаў плаўленых карбідаў, у выніку чаго выступалыя вострыя грані карбідаў добра руйнуюць горную пароду пры свідраванні.
Для электрошлаковой наплаўкі выкарыстоўваюць спецыяльныя электроды, якія забяспечваюць атрыманне наплаўленага пласта таўшчынёй не менш за 15 мм патрэбнай цвёрдасці. Найбольшае прымяненне пры электрошлаковой наплаўцы маюць парашковыя трубчастыя электроды.
Для наплавок тонкіх пластоў металу ўжываюць электраімпульсныя спосабы - электраіскравай і вібрадугавай. Пры электраіскравай наплаўцы выкарыстоўваюць у якасці крыніцы цяпла искровой разрад нязначнай працягласці (тысячныя долі секунды). Пры кожным імпульсе току расплаўляецца і пераходзіць на выраб з які плавіць электрода невялікая колькасць металу, што дазваляе наплаўляць нават вастрыё разца; таўшчыня наплаўленага пласта складае менш за 0,1 мм.
Пры вібрадугавой наплаўцы (мал. 29) можна наносіць на выраб слой металу таўшчынёй ад 0,5 мм і больш.
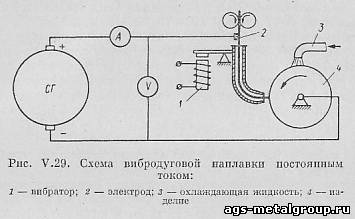
Працэс наплаўкі складаецца з аднолькавых цыклаў, у кожным з якіх адбываецца замыканне электрода з наплаўляемай паверхняй дэталі, размыканне і адукацыя кароткачасовай дугі. Падача электрода да выраба да замыкання складае 50 цыклаў у секунду пры частаце вібрацыі ў 50 гц. Зварачная галоўка вырабляе падачу дроту і вібрацыю электрода. У зону плаўлення бесперапынна падаецца вада ці 4-адсоткавы раствор соды. Вібрадугавая наплаўка паспяхова ўжываецца для аднаўлення зношаных дэталяў невялікага памеру.
§ 29. Паянне металаў і сплаваў
Паяннем называюць працэс злучэння металаў, якія знаходзяцца ў цвёрдым стане, шляхам расплаўлення прысадачнага металу- прыпою, які мае тэмпературу плаўлення больш нізкую, чым тэмпература плаўлення асноўнага металу. Паміж расплаўленым прыпоем і асноўным металам адбываюцца працэсы ўзаемнага растварэння і дыфузіі, у выніку чаго атрымліваецца трывалае злучэнне дэталей. Паверхня металаў, якія злучаюцца паяннем, неабходна старанна ачысціць ад вокіслаў і забруджванняў; зазор паміж дэталямі павінен быць невялікім, але аптымальным для кожнай камбінацыі метал - прыпой. Вокіслы з паверхні дэталей выдаляюць тручэннем у кіслотах. Паянне часта вырабляюць з ужываннем флюс, прызначэнне якіх складаецца ў паляпшэнні змочвальнасці і абароне прыпоя і асноўнага металу ад акіслення. Часам ужываюцца самофлюсующиеся прыпоі. Паянне вырабляецца двума спосабамі - цвёрдымі і мяккімі прыпоямі. Для паяння цвёрдымі прыпоямі ўжываюцца латунь, медзь, срэбра, мелыя тэмпературу плаўлення вышэй 500' З. Мяжа трываласці злучэнняў, паянных цвёрдымі прыпоямі, складае да 45 кг/мм² (450 Мпа); нагрэў вырабаў пад паянне ажыццяўляюць газавым полымем, электрычнасцю. (супрацівам, высокачашчынным нагрэвам). У масавай вытворчасці ўжываюць паянне ў печах і ў саляных ваннах.
Паянне мяккімі прыпоямі ажыццяўляецца пры тэмпературы плаўлення іх ніжэй за 400 С. Трываласць паяніі злучэнняў пры гэтым складае да 5 - 7 кг/мм² (50 - 70 Мпа).
Для паяння харчовага посуду і медыцынскай апаратуры выкарыстоўваюць прыпой пас-90: 90% Sn; 0,1 - 0,15',4 Sb; прымешкі Cu, Bi, As не больш за 0,25%; астатняе - Pb; тэмпература пачатку плаўлення 183' З. Для паяння латуні, медзі, жалеза ўжываюць прыпой пас-40: 40% Sn, 1,5 - 2,0 Sb; прымешкі не больш за 0,25%, астатняе - Pb.
Для паяння вырабаў, якія працуюць пры падвышаных тэмпературах, выкарыстоўваюць прыпой з утрыманнем 97,5% Pb, 2,5% Ag; тэмпература пачатку плаўлення 304' З.
Для малаадказнага паяння ўжываюць прыпой, які змяшчае 13% Sn; 27% Pb; 50% Bi, 10% Cd, з тэмпературай плаўлення 80' З.
Нагрэў дэталяў пры паянні мяккімі прыпоямі вырабляюць паяльнікамі, газавымі гарэлкамі, апусканнем у расплаўлены прыпой, пакрыты зверху флюс і інш. У якасці флюс выкарыстоўваюцца каніфоль, добра ачышчальная медзь і латунь ад вокіслаў; раствор хлорыстага цынку - 25 - 50% і нашатыру - 5 - 20% (астатняе вада); стэарын для паяння свінцу і свінцовых сплаваў і інш.
Значныя цяжкасці выклікае паянне алюмінія з прычыны адукацыі тугаплаўкай вокісу алюмінія Al₂O₃. Пасля дбайнай ачысткі і абястлушчвання паверхні выраба вырабляецца паянне мяккімі прыпоямі, утрымоўвальнымі 60% Cd, 40% Zn або 55% Sn, 25% Zn і 20% Cd, з ужываннем флюсу, які складаецца з хлорыстага цынку (73%) і фторыстага натрыю. %). Вырабляецца таксама паянне алюмінія без ужывання флюсу метадам ультрагукавой паяння, пры якой вокісныя плёнкі руйнуюцца з прычыны ўздзеяння ўльтрагукавых высокачашчынных ваганняў.
Пры серыйнай вытворчасці ўжываюцца аўтаматычнае паянне вырабаў т. у. ч., кантактная і ўльтрагукавая, якія забяспечваюць высокую прадукцыйнасць і добрая якасць злучэння металаў.
|