ВЫБІЎКА, АЧЫСТКА І ОБРУБКА АДЛІВАК
§ 23. Выбіванне адлівак і стрыжняў
У працэсе ачысткі і абрубкі з адліўкі выдаляюцца прыгар, рэшткі літнікавай сістэмы, няроўнасці, прылівы, залівы і г. д. Аперацыям ачысткі і абрубкі папярэднічае аперацыі.
Пасля поўнага зацвярдзення металу адліўкі выбіваюцца з формаў. Выбіванне гарачых адлівак можа прывесці да таго, што пры хуткім астуджэнні на паветры ў іх паўстануць вялікія ўнутраныя высілкі, якія могуць пацягнуць за сабой адукацыя расколін.
Выбіванне адлівак - вельмі працаёмкая аперацыя і вырабляецца ва ўмовах багатага вылучэння цяпла, пылі і газаў. Таму-аперацыя выбівання, як правіла, механізуецца і аўтаматызуецца. Дробныя і сярэднія формы, якія заліваюцца на канвеерах або ральгангах, праходзяць ахаладжальны кажух і затым паступаюць на выбіванне. Аддзяленне выбівання размяшчаецца ў ізаляваным памяшканні. Тут размешчана спецыяльная выбіўная правальная рашотка, на якую формы сутыкаюцца пнеўмаштурхальнікі. Пад дзеяннем вібрацыі фармовачная сумесь і адліўкі правальваюцца ўніз на пласціністы транспарцёр, а опоки па істужачным транспарцёры вяртаюцца на ўчастак фармоўкі.
Выбіўныя інэрцыйныя рашоткі працуюць пад дзеяннем сціснутага паветра ці механічнага прывада. Рашоткі з механічным прывадам больш надзейныя і часта ўжываюцца.
Пры адзінкавым характары вытворчасці адліўкі выбіваюцца з дапамогай вібрацыйных траверс, якія падвешваюцца да крука крана. Стрыжні з дробных адлівак выбіваюцца падчас ачысткі іх у барабанах.
У ліцейных цэхах масавай вытворчасці прымяняюцца спецыяльныя вібрацыйныя машыны для выбівання стрыжняў. На такіх машынах можна выбіваць толькі стрыжні з пясчанамасляных і якія замяняюць іх сумесяў; для выбівання стрыжняў з якія спякаюцца гліністых сумесяў яны непрыдатныя.
Для выбівання гліністых стрыжняў з сярэдніх і буйных адлівак са значнымі і складанымі ўнутранымі паражнінамі прымяняюцца гідраўлічныя ўстаноўкі.
Звычайна гідраўлічная ачыстка адлівак вырабляецца ў сталёвых ці жалезабетонных камерах. Якая чысціцца адліўка з дапамогай крана ўсталёўваецца на калясцы, змешчанай на паваротным крузе, які прыводзіцца ў кручэнне з дапамогай механізму і электрарухавіка. Вада пад ціскам 150-200 ат (15- 20 МН/м²) падводзіцца да гидромонитору і накіроўваецца на адліўку бруёй дыяметрам 6-8 мм. Ачыстка адліўкі ў камеры вырабляецца пасля зачынення дзвярэй. Сутнасць гідраўлічнай ачысткі складаецца ў тым, што бруя вады, пад высокім ціскам накіроўваная на неабчышчаную адліўку, руйнуе якая прыстала да яе фармовачную сумесь і змешчаныя ў адліўцы стрыжні, дзейнічаючы пры гэтым дваякім чынам: размывае якая прыстала сумесь і стрыжні і разразае іх на кус. Лепшыя вынікі дасягаюцца пры ачыстцы адлівак бруёй вады з пяском (пескагідраачыстка).
§ 24. Арубка і ачыстка адлівак
Літнікавыя сістэмы ад дробных і сярэдніх чыгунных адлівак адбіваюцца кавадлам пры аперацыі выбівання; у буйных адлівак гэтая аперацыя вырабляецца пасля папярэдняй падрубкі літніка пнеўматычным зубілам.
Для выдалення літнікаў у адлівак з легіраванай сталі ўжываюцца дыскавыя пілы, а ў алюмініевых адлівак - істужачныя пілы. У адліўках з вугляродзістай сталі літніковая сістэма выдаляецца агнявой рэзкай.
Ачыстка вонкавай паверхні ад прыгарэлай сумесі вырабляецца ў простых і дробнамётных барабанах, дробнамётных камерах перыядычнага і бесперапыннага дзеяння.
Ачыстка ў простых барабанах. 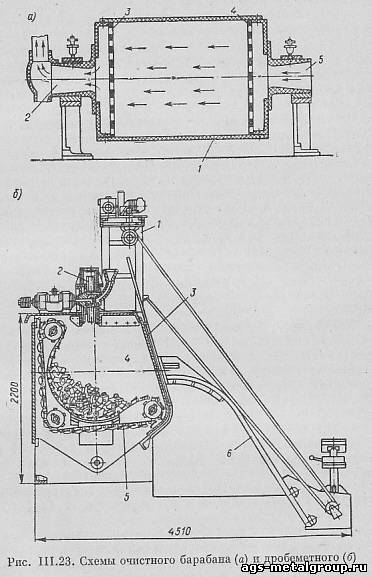 Простыя барабаны прымяняюцца для ачысткі невялікіх адлівак вагой да 50 кг. Ачыстка ліцця ў простых барабанах - прадукцыйны і танны спосаб, ачысткі дробных адлівак і шырока распаўсюджаны ў ліцейных цэхах. Простыя барабаны прымяняюцца для ачысткі невялікіх адлівак вагой да 50 кг. Ачыстка ліцця ў простых барабанах - прадукцыйны і танны спосаб, ачысткі дробных адлівак і шырока распаўсюджаны ў ліцейных цэхах.
Сталёвыя адліўкі чысцяцца ў барабанах двойчы - да і пасля цеплавой апрацоўкі (для выдалення акаліны). Пры кручэнні барабана адліўкі труцца паміж сабой і падвяргаюцца страсенням пры пераварочванні, дзякуючы чаму ад іх аддзяляецца прыстала фармовачная сумесь і часткова высыпаюцца разбураныя стрыжні. Для паскарэння і паляпшэнні ачысткі ў барабан дадаюць зорачкі, якія адліваюцца з белага чыгуну.
Схема прылады ачышчальнага барабана круглага сячэння прыведзена на мал. 111.23,а. Адліўкі загружаюцца праз люк ва ўнутраную паражніну барабана 1, аддзеленую ад полых цапф 2 і 5 рашоткамі 3 і 4, якія засцерагаюць цапфы ад траплення ў іх дробных адлівак і зорачак. Цапфы круцяцца ў падшыпніках, змазка якіх вырабляецца праз маслякі. Адсмоктванне пылу адбываецца праз левую цапфу. Даўжыню люка рэкамендуецца рабіць па даўжыні барабана, што паскарае загрузку і выгрузку адлівак.
Ачыстка ў драбямётных барабанах.Працоўным органам любой дробамётнай усталёўкі з'яўляецца дробамётны апарат-турбінка. Драбамётныя барабаны ўжываюцца для ачысткі невялікіх адлівак вагой да 20 кг (мал. 111.23, бы). Барабан мае нерухомыя тарцовыя сценкі 4 і нерухомую пры працы барабана вечка 3. Дно барабана ўтворана пласціністай стужкай 5, на якую загружаюць адліўкі каўшовым элеватарам 6. Пры руху стужкі знізу ўверх адліўкі перакочваюцца, падвяргаюцца дзеянню бруі - 70 м/сек. Пасля ачысткі адліўкі вечка 3 адчыняюць, стужку накіроўваюць у зваротны бок (зверху ўніз), і адліўкі аўтаматычна выкідваюцца ў скрыню. Дроб пасля ачысткі ад пылу падаюць элеватарам 1 у варонку дробнамётнай турбінкі для другаснага выкарыстання.
Для ачысткі адлівак складанай канфігурацыі ўжываюцца дробнамётныя сталы, а для ачысткі сярэдніх і буйных адлівак - дробнамётныя камеры. Ачыстка адлівак ад пригара вырабляецца таксама ўльтрагукавым метадам у растворах кіслот, пры гэтым ваганні вадкасці перавышаюць частату гукавых ваганняў.
Абрубка адлівак. У аб'ём абрубных прац уваходзіць выдаленне, рэштак пригара фармовачнай і стрыжневы сумесяў, выдаленне заліваў, прыліваў, задзірын, няроўнасцяў і рэштак сілкавальнікаў на паверхні адлівак. Акрамя таго, у выпадку патрэбы абрубшчыкам вырабляецца высечка заган адлівак для выпраўлення іх заваркай. Пры механізаванай абрубцы ліцця прымяняецца пнеўматычны рубільны малаток.
Абдзірка адлівак.Обдирка ажыццяўляецца абразіўнымі кругамі з мэтай выдалення рэштак заліваў, задзірын і няроўнасцяў, якія засталіся пасля ачысткі і абрубкі. Дзеянне абразіўных кругоў складаецца ў тым, што вострыя, якія выступаюць вонкі збожжа круга выконваюць такую ж працу, як і зуб'і механічнай фрэзы: яны здымаюць з апрацоўванага прадмета метал у выглядзе вельмі дробнай, часам нават пылападобнай стружкі. Таму пры апрацоўцы абразіўным кругам можна атрымаць роўную, чыстую паверхню.
Пры масавай вытворчасці для обдирки адлівак ужываюць аўтаматычныя обдирочные станкі. Обдирка адлівак пры адзінкавай і дробнасерыйнай вытворчасці ажыццяўляецца на обдирочных станках трох тыпаў - стацыянарных, падвесных і пераносных.
Адліўкі вагай да 30 кг апрацоўваюцца на стацыянарных обдирочных двухмесных станках з абразіўнымі кругамі дыяметрам 300 - 600 мм. Адліўка падчас апрацоўкі падтрымліваецца падручнікам - суппортам, усталёўваным на станку наперадзе круга. Падручнік робіцца рухомым, каб па меры зносу абразіўнага круга яго можна было набліжаць да круга, пакідаючы нязменнай велічыню зазору паміж падручнікам і кругам.
Адмысловыя стацыянарныя обдирочные станкі ўжываюць для абдзіркі адлівак з алюмініевых сплаваў. Замест абразіўнага круга на шпіндзель станка ў гэтым выпадку насаджваецца металічны апілавальны круг.
Хуткасць кручэння шпіндзеля станка да 300 аб/мін (5с-¹). Ужывальныя пілавальныя кружэлкі маюць дыяметр 300 мм.
На кантавой і цыліндрычнай паверхнях гэтых дыскаў маюцца зуб'і, падобныя зуб'ям фрэзераваных напільнікаў. На станку ўсталёўваюць два дыска з супрацьлеглымі кірункамі рэзання: адзін - з левым, а іншы - з правым. Дыскі вырабляюцца са сталі У10 ці У8.
Ужыванне апілавальных дыскаў пры апрацоўцы адлівак з алюмініевых сплаваў значна палягчае працу працоўнага і павялічвае яго прадукцыйнасць у залежнасці ад канфігурацыі адлівак на 25 - 100%.
Некаторыя адліўкі няёмка абдзіраць на стацыянарных станках з-за вялікай вагі, значнай даўжыні ці складанасці канфігурацыі. Такія адліўкі апрацоўваюць на падвесных обдирочных станках, званых маятнікавай.
Обдирка невялікіх паверхняў на буйных адліўках ажыццяўляецца пераноснымі электрычнымі або пнеўматычнымі обдирочными станкамі, якія маюць невялікую вагу; яны лёгка пераносяцца адным працоўным. Пры буйнасерыйнай вытворчасці для абдзіркі адлівак выкарыстоўваюць аўтаматы.
|