ВЫТВОРЧАСЦЬ АДЛІВАК З СТАЛІ
§ 38. Вугляродыстыя і легіраваныя сталі
Адліўкі вырабляюцца з канструкцыйных сталей (вугляродзістых і легіраваных), інструментальных і легіраваных са спецыяльнымі ўласцівасцямі. Найбольшае прымяненне ў машынабудаванні маюць вугляродзістыя сталі з утрыманнем вугляроду 0,15 - 0,55%. Для вытворчасці адлівак ужываюцца наступныя маркі вугляродзістых сталей: 15Л, 20Л, 25Л, З0Л, 35Л, 40Л, 45Л, 50Л, 55Л; літара Л азначае, што сталь прызначаная для выраба фасонных адлівак, а лічбы - утрыманне вуглярода ў сотых дзелях адсотка. З павышэннем зместу вугляроду павялічваецца трываласць, цякучасць, цвёрдасць сталі і паніжаецца яе пластычнасць.
Сталь 15Л ужываюць для адлівак у электрапрамысловасці (карпусы электрарухавікоў, крапежныя дэталі і інш.); у аўтатрактарнай прамысловасці; для адлівак, якія падвяргаюцца цэментацыі (зубчастыя колы, кулачкі і інш.).
Сталь 25Л выкарыстоўваецца для выраба адлівак рам, цэнтраў, колаў, арматуры і інш.
Сталь 35Л - для выраба зубчастых колаў, ротараў, утулак, ступіцах колаў, кранштэйнаў і інш;
Сталь 45Л - для адлівак зубчастых колаў, шнекаў, бегуноў, рэдуктараў і інш.
Сталь 55Л - для літой прылады (рэжучай, мерительной і інш.).
Сталі са спецыяльнымі ўласцівасцямі ўтрымліваюць розныя легіруючыя элементы: хром, нікель, малібдэн, тытан, цырконій і інш.
Для дэталяў, якія валодаюць гарачатрываласцю, пры высокіх тэмпературах, выкарыстоўваюць сталі марак Х18Н9ТЛ, Х9С2Л і інш.
Высокім супрацівам зносу пры абразіўным і ўдарным уздзеянні валодаюць сталі марак Г13Л, Х28Л. Вялікай зносаўстойлівасцю адрозніваецца заэвтектоідная графітызаваная сталь, якая змяшчае 1,5 - 1,8% З, 0,9 - 1,4% Si, у якой спалучаюцца ўласцівасці сталі і чыгуну.
§ 39. Плавільныя печы для вытворчасці сталёвых адлівак
Для плаўлення сталі прымяняюць канвертары з бакавым дзьмухам, мартэнаўскія і электрычныя печы. Працэс плаўлення сталі падрабязна выкладзены ў разд. III. У наш час для плаўлення сталі ўжываюць пераважна дугавыя печы і радзей індукцыйныя без сталёвага стрыжня; найбольшае распаўсюджванне маюць невялікія печы ёмістасцю да 10 т.
§ 40. Асаблівасці вырабу формаў
Заліванне формаў для сталёвых адлівак вырабляецца пры тэмпературы 1440 - 1600° З і таму фармовачныя і стрыжневыя сумесі павінны валодаць вялікай супрацьпрыгарнасцю і газапранікальнасцю. Акрамя гэтага сумесі павінны мець высокую згодлівасць, бо сталь мае падвышаную ў параўнанні з чыгунам і некаторымі іншымі сплавамі ліцейнае і аб'ёмнае ўсаджванне.
Сумесі падрыхтоўваюць з розных высокоогнеупорных матэрыялаў кварцавага пяску з высокім утрыманнем кремнезема, вогнетрывалай гліны, хромістага жалязняку і інш.
Для памяншэння ліцейных высілкаў, якія ўзнікаюць у адліўцы падчас астывання, павялічваюць згодлівасць формы і стрыжняў. З гэтай мэтай ва ўсіх частках формы, як, напрыклад, у выступоўцаў частках - даўбешках, а таксама і стрыжнях уладкоўваюць коксавыя праслойкі. Каркасы буйных стрыжняў павінны быць размешчаны на адлегласці не меней 50 - 60 мм ад паверхні стрыжня.
Паверхні сухіх формаў і стрыжняў пакрываюцца вогнетрывалымі фарбамі, асноўнымі складнікамі якіх з'яўляецца пылападобны кварц (маршаліт) і цырконіевы пясок.
Звычайна на верхніх і масіўных частках адлівак усталёўваюць прыбыткі - рэзервуары вадкага сплава, сілкавальнага адліўкі пры іх зацвярдзенні і які папаўняе скарачэнне іх аб'ёму. Пры гэтым памеры і размяшчэнне прыбыткаў павінны быць такія, каб метал у прыбытках дубянее пасля зацвярдзення металу ў патоўшчаных месцах адліўкі; акрамя таго, у прыбытках павінны ўтварацца ўсаджвальныя ракавіны. Найбольш эфектыўнымі з'яўляюцца прыбыткі сферычнай формы, бо яны маюць найменшую вонкавую паверхню пры вызначаным аб'ёме і таму менш астуджаюцца ў параўнанні з цыліндрычнымі і прастакутнымі.
Розныя канструкцыі прыбыткаў сталёвых адлівак прыведзены на мал. 111.28. Прыбытак (адкрыты) мал. 111.28, а, як мала эканамічная (мае вялікія памеры) прымяняецца ў цяперашні час даволі рэдка ў серыйнай вытворчасці. Усё большае распаўсюджванне атрымліваюць эканамічныя сферычныя прыбыткі, у паражніны якіх паветра праходзіць праз трубку (мал. 111.28,б), а таксама прыбыткі, у якіх падвышаны ціск ствараецца за рахунак раскладання газатворнага рэчыва (напрыклад, мелу), змешчанага ў патроне (мал. 111.28 ,в), або прыбытку, у якія падаецца сціснутае паветра (мал. 111. 28, г).
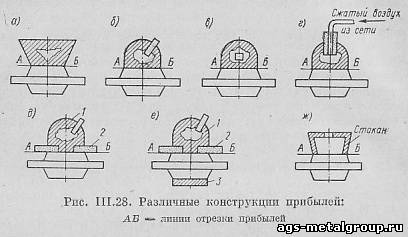
Для палягчэння выдалення прыбытку 1 (мал. 111.28, д) ужываецца дыяфрагма 2 - пласцінка з вогнетрывалага матэрыялу; у гэтым выпадку дастаткова лёгкага ўдару па прыбытку, каб яна адламалася. Часам для мясцовага астуджэння масіўнай часткі адліўкі і перасоўванні ўсаджвальнай ракавіны ў процілеглы бок (напрыклад, у верхні прыбытак) дадаткова да прыбытку 1 з дыяфрагмай 2 усталёўваецца металічны халадзільнік 3 (мал. 111.28,е). Такія халадзільнікі могуць быць выраблены не толькі з металу, але і з іншых цеплаправодных матэрыялаў.
Для выраба сталёвага і каляровага ліцця атрымалі распаўсюджванне прыбытку з цеплаізалюючымі і экзатэрмічнымі абалонкамі (мал. 111.28, ж) у выглядзе ўтулак або шклянак. Цеплаізалюючыя абалонкі запавольваюць астуджэнне прыбытку і спрыяюць лепшаму сілкаванню адліўкі вадкім сплавам з прыбытку. Экзатэрмічныя абалонкі яшчэ ў большай ступені паляпшаюць працу прыбытку, бо пры заліванні вадкага сплава ў форму адбываецца гарэнне тэрміта (сумесь парашка алюмінія з жалезнай акалінай) і вылучаецца значная колькасць цеплыні, моцна разагравалай сплаў у прыбытку. Склад цеплаізаляцыйнай перлітнай сумесі (у вага.%): успушаны перлітны пясок - 81; каалін (гліна) - 19; звыш 100% - вадкае шкло (модуль 2,0 - 2,3; вага 1,48 - 1,52) - 0,40. Склад экзатэрмічнай сумесі (у вага.%): алюмініевы парашок - 22; жалезная акаліна - 54,5; салетра 2; коксавая дробязь - 7; коксавы попел - 7; вадкае шкло 7,5. Ужыванне такіх прыбыткаў значна павялічвае вынахад прыдатнага металу.
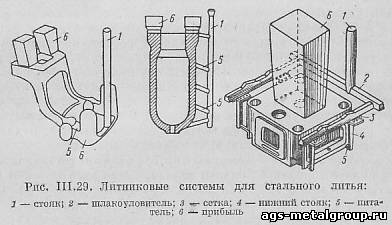
Літнікавая сістэма павінна забяспечваць спакойнае запаўненне формы, накіраванае зацвярдзенне сплава знізу ўверх і не перашкаджаць яго ўсаджванню. Некаторыя канструкцыі літніковых сістэм для сталёвага ліцця прыведзены на мал. 111.29.
Для выраба складаных адлівак сярэдняй і вялікай вагі ўжываюць сіфонную або шмат'ярусную літнікавую сістэму, дзе літнікавыя каналы размешчаны ў керамічных трубках (мал. 111.30).

§ 41. Тэрмічная апрацоўка адлівак са сталі
Адліўкі са сталі да тэрмічнай апрацоўкі маюць значныя ўнутраныя напружанні, а ў тоўстых сячэннях буйназярністая будова і нізкія механічныя ўласцівасці.
Для зняцця ўнутраных высілкаў, атрыманні дробназярністай структуры і паляпшэнні механічных уласцівасцяў адліўкі падвяргаюць адпалу ці нармалізацыі. У залежнасці ад утрымання вугляроду і таўшчыні сценкі адліўкі награваюць са хуткасцю 60 - 100° З у гадзіну да 800 - 900° З, затым іх вытрымоўваюць пры такой тэмпературы з разліку каля 1 ч на кожныя 35 - 50 мм таўшчыні сценкі адліўкі, астуджаюць у печы да 450 - 500 ° С і пасля гэтага на паветры.
Для адлівак з нізка-і среднелегированных сталей таксама прымяняецца адпал або нармалізацыя. У тых выпадках, калі неабходна мець адліўкі з высокімі механічнымі ўласцівасцямі, ужываюцца папярэдні адпал і загартоўка з водпускам. Гартуючым асяроддзем у гэтым выпадку часцей з'яўляецца алей, радзей вада. Тэмпература водпуску ўстанаўліваецца ў залежнасці ад складу сталі і патрабаваных уласцівасцей.
Адліўкі, якія падвяргаюцца тэрмічнай апрацоўцы, неабходна ачысціць ад асноўнай масы сумесі (фармовачнай і стрыжневы). Танкасценныя і складанай формы адліўкі падчас нагрэву не павінны знаходзіцца пад цяжкімі адліўкамі. Паміж адліўкамі павінен быць вольны праход для гарачых газаў, а ніжнія адліўкі варта размяшчаць на падстаўках. Адліўкі павінны быць згрупаваны па іх хімічным складзе, што дазваляе ўжываць агульны рэжым тэрмічнай апрацоўкі.
|