§ 25. Спосабы павышэння якасці сталі апрацоўкай у каўшах
Выдаленне газаў, а таксама зніжэнне ўтрымання шкодных прымесей у сталі праводзіцца вакуумнай апрацоўкай у каўшах. Пры гэтым выманне газаў ва ўмовах разрэджання паветра 5 - 40 мм рт. ст. (0,7 - 5,3 кпа) адбываецца за 10 - 25 мін. Для гэтага коўш са сталлю змяшчаюць у герметызаваныя камеры, з якіх помпамі адсмоктваюць паветра. Яшчэ больш поўнае выдаленне газаў дасягаецца пры разліванні зліткаў у вакуумнай камеры.
Падвышэнне якасці сталі, выплаўленай у мартэнаўскіх печах, электрапечах і канвертарах, вырабляецца апрацоўкай яе ў каўшы сінтэтычнымі дзындрамі. Вадкая сталь выліваецца ў коўш з вадкай сінтэтычнай дзындрай (у колькасці 4 - 6% ад вагі металу), які адмыслова рыхтуецца ў іншай печы. У сувязі з рэзка якая павялічваецца паверхняй судотыку металу і падвышанай актыўнасцю дзындры апошні на працягу некалькіх хвілін рафінуе метал і змяншае ўтрыманне серы, кіслароду і іншых прымешак. Сталь пасля вакуумнай апрацоўкі, а таксама апрацоўкі сінтэтычнымі дзындрамі, набывае больш высокія і аднастайныя механічныя ўласцівасці пры пакаёвых і нізкіх тэмпературах і падвышаную даўгавечнасць.
§ 26. Разліванне сталі
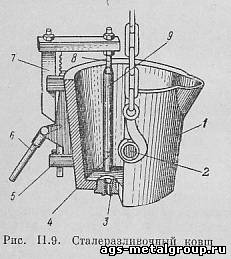
Сталь, выплаўленая ў печы, выпускаецца ў сталеразлівачны коўш (мал. 11.9), з якога затым разліваецца на зліткі. Звонку коўш мае металічны кажух 1 з цапфамі 2, усярэдзіне ён футэраваны вогнетрывалай шамотнай цэглай. Сталь з печаў па жолабе паступае ў коўш зверху. У коўш трапляе і некаторая колькасць дзындры, які засцерагае сталь ад хуткага астывання і акісленні. Ёмістасць каўшый вагаецца ў межах 0,5 - 375 т і больш. Сталь у каўшы вытрымліваецца 5 - 15 мін з мэтай больш поўнага выдалення газаў, часціц дзындры і паніжэнні тэмпературы металу. Затым адкрыўшы вогнетрывалы корак 4 з дапамогай рычажной стопорной прылады, які складаецца з стрыжня 8 з вогнетрывалым пластом 9, рычага 6, штока 7 і ўпора 5, выпускаюць сталь з каўша праз адтуліну ў яго дно (шкляначка 3).
 Вадкую сталь разліваюць у изложницы (мал. 11/10) для атрымання зліткаў. Изложницы адліваюць з чыгуну, радзей са сталі. Квадратныя изложницы ўжываюць для атрымання зліткаў на пракат і пакоўкі; шасцігранныя і васьмігранныя - для паковак, прастакутныя - для лістоў, круглыя - для труб. Изложницы бываюць без дна і з глухім дном.
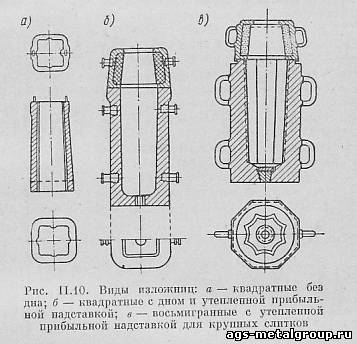 Изложницы ўсталёўваюць на масіўны чыгунны паддон, каб праз ніжнюю частку изложниц не выцякаў метал. Прыбытковыя надточкі з'яўляюцца часткай изложницы і служаць для фармавання прыбытковай або галаўной часткі злітка. Для памяншэння хуткасці астуджэння прыбытковай часткі надточкі выкладваюць усярэдзіне вогнетрывалай цэглай. Вага сталёвых зліткаў вагаецца ў межах 0,5 - 250 т і вышэй. Часцей за ўсё для пракату адліваюцца зліткі вагай 6 - 8 т. Ужываюцца два спосабу разлівання сталі ў изложницы - зверху і знізу (сіфон). Разліванне зверху ў изложницы, якія маюць пашырэнне уверсе (мал. 11.10, бы, у), ужываецца для атрымання буйных зліткаў спакойнай (цалкам раскісленай) сталі. Сталь пры гэтым заліваецца праз верхнюю частку изложницы.
Пры заліванні буйных зліткаў выкарыстоўваюць прамежкавую варонку. Пры разліванні спакойнай сталі зверху злітак атрымліваецца шчыльным, а ў прыбытковай частцы утворыцца засяроджаная ўсадачная ракавіна, якая разам з прыбыткам выдаляецца. З мэтай памяншэння памераў адыходу і прыбыткаў у злітках уцяпляюць прыбытковыя надточкі; прыбытковую частку злітка падаграваюць засыпаннем зверху на метал малацеплаправодных ці гаручых сумесяў (FeSi), газавымі гарэлкамі, электрычнай дугой, прапусканнем току праз дзындра, індукцыйным нагрэвам і іншымі спосабамі; змяншаюць тэмпературу і хуткасць залівання металу ў изложницы; вырабляюць изложницы з пашырэннем дагары. Колькасць неметалічных уключэнняў у злітках спакойнай сталі, разлітай зверху, атрымліваецца малодшым, чым пры сіфонным разліванні.
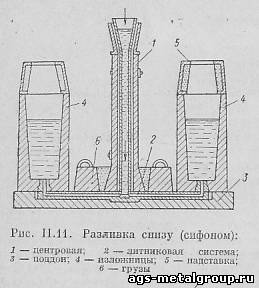
Зліткі сярэдняй і малой вагі са спакойнай і кіпячай сталі (раскісленай няпоўнасцю) часцей за ўсё атрымліваюць больш прадукцыйнай сіфоннай разліўкай (мал. 11.11) у изложницы з пашырэннем дагары ці дадолу (мал. 11.10, а). Изложницы ўсталёўваюць на чыгунныя паддоны з каналамі для літнікавай сістэмы. Заліванне металу вырабляецца праз цэнтравы літнік 1 і адначасова запаўняюць ад 2 да 50 і больш изложниц. Пры гэтым мацнейшае разаграваецца ніжняя частка злітка і замест засяроджанай ракавіны ў кіпячай сталі атрымліваецца вялікая колькасць газавых бурбалак і ўсаджвальных сітавін, якія заварваюцца пры пракатцы злітка.
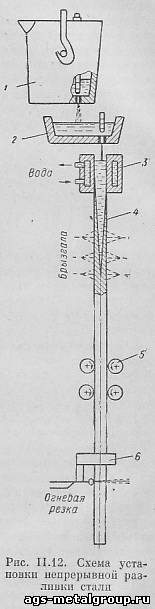
 Разліванне сталі ў изложницы апісанымі спосабамі малапрадукцыйная і дае нізкае выйсце прыдатнага металу. Больш дасканалай з'яўляецца бесперапыннае разліванне сталі, схематычна паказаная на мал. II.12. Вадкі метал з сталеразлівачнага каўша 1 праз прамежкавую прыладу 2 пападае ў медную водаахаладжаную скрынку - крышталізатар 3, у якім утворыцца скарынка літой нарыхтоўкі 4. Па меры протягивания ўніз ролікамі 5 літая нарыхтоўка дадаткова астуджаецца вадой, канчаткова дубянее далей накіроўваецца на пракатку. Перасек атрыманай нарыхтоўкі 175 Х 420 мм і больш. Хуткасць выцягвання літой нарыхтоўкі складае 0,5 - 2,5 м/мін. На аднаручковай усталёўцы пры разліванні нарыхтовак перасекам 165 Х 1000 мм прадукцыйнасць дасягае 70 т/ч. Колькасць ручаёў ва ўстаноўках - 8 і больш. Акрамя высокай прадукцыйнасці бесперапыннае разліванне мае наступныя перавагі: змяншаюцца эксплуатацыйныя выдаткі і сабекошт сталі; адпадае патрэба ў изложницах; павялічваецца вынахад прыдатнага металу; адпадае неабходнасць у буйных абціскных постацях тыпу блюмінгаў.
 § 27. Крышталічны будынак сталёвага злітка. Дэфекты злітка
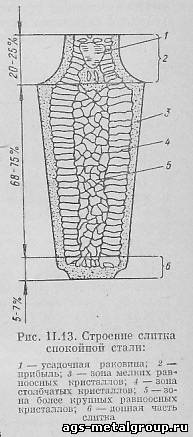
У сувязі з накіраванай крышталізацыяй металу ў изложницах ад перыферыі да цэнтра і знізу ўверх, а таксама з прычыны зменлівых умоў зацвярдзення сталі крышталічны будынак злітка атрымліваецца неаднародным: звонку (мал. 11.13) - дробныя роўнавосныя крышталі, якія атрымліваюцца ва ўмовах найбольш хуткага астуджэння. крышталі і ўнутры зноў роўнаосныя крышталі. У верхняй частцы злітка размешчана ўсадачная ракавіна, прычым верхняя (20 - 25%) і дновая часткі злітка (5 - 7%) з'яўляюцца адходамі. Да дэфектаў сталёвага злітка ставяцца: ракавіны (усаджвальныя і газавыя), усадочная сітаватасць і газавыя бурбалкі; неаднастайнасць у размеркаванні прымешак - вугляроду, серы, фосфару і газаў (ліквацыя); папярочныя і падоўжныя расколіны; падвышаныя колькасці неметалічных уключэнняў вокіслаў, сульфідаў, сілікатаў,
 Будова злітка кіпячай сталі значна адрозніваецца ад будынка злітка спакойнай сталі. У злітку кіпячай сталі ў верхняй яго частцы адсутнічае засяроджаная ўсадачная ракавіна, але маецца шмат газавых бурбалак, размешчаных у паверхні і ў глыбіні злітка. Для зліткаў кіпячай сталі характэрны мацнейшае выяўленая неаднароднасць у размеркаванні прымешак, а таксама больш высокае іх утрыманне. Ад верхняй часткі зліткаў кіпячай сталі адразаецца ў адыход значна менш металу, змяншаецца выдатак ферасплаваў, у сувязі з чым вытворчасць кіпячай сталі эканамічна выгодна.
|