ЗБОРКА І ЗАЛІЎКА ФОРМ
§ 21. Зборка формаў
Зборка формаў - найбольш адказная тэхналагічная аперацыя, бо ў выпадку няправільнай зборкі адліўка не будзе адпавядаць зададзеным памерам.
Формы, якія заліваюцца ўсырую, у пазбяганне абсыхання сумесі збіраюцца адразу пасля аздаблення; сухія ж формы маюць патрэбу ў папярэдняй падрыхтоўцы, якая заключаецца ў выдаленні кавалкаў сумесі, выпраўленні пашкоджаных месцаў і т. п.
Ніжняя паўформа усталёўваецца на старанна разрыхленую пляцоўку і прыціраецца да яе. Доўгім душнікам пад паўформай прышпільваюцца вентыляцыйныя каналы.
Фармоўшчык правярае якасць стрыжняў, чысціню вентыляцыйных каналаў і пры патрэбе прачышчае іх. Памеры формы кантралююцца падчас зборак. Пры вырабе адзінкавых адлівак кантроль ажыццяўляецца з дапамогай звычайнай прылады: метра, кутніка, кронциркуля і т. п.
Крывалінейныя абрысы, а таксама таўшчыня сценкі правяраюцца ўсталёўкай гліняных конусаў. Пры накрыцці верхняй формы конусу здушваюцца. Пасля зняцця формы па вышыні здушанага конусу правяраюць таўшчыню сценкі і пры патрэбе падпілоўваюць стрыжань або форму, пасля чаго форма зноў збіраецца. Пры серыйнай вытворчасці для кантролю памераў формы і забеспячэнні правільнасці ўсталёўкі стрыжняў карыстаюцца адмыслова вырабленымі шаблонамі і кандуктарамі.
У выпадку, калі стрыжневыя знакі не забяспечваюць дастатковай устойлівасці стрыжня, ужываюць лёсаванне. Яны дазваляюць правільна ўсталяваць стрыжні, а пры запаўненні формы вадкім металам ухіляюць іх усплыванне.
Жарабейкі вырабляюцца з ліставай нізкавугляродзістай сталі, чыгуну і іншых металаў, пакрытых цынам або меддзю.
Абедзве паўформы пасля зборкі змацоўваюцца клямарамі або нагружаюцца баластам у пазбяганне ўзняцця верхняй паўформы пры заліванні.
§ 22. Заліванне формаў
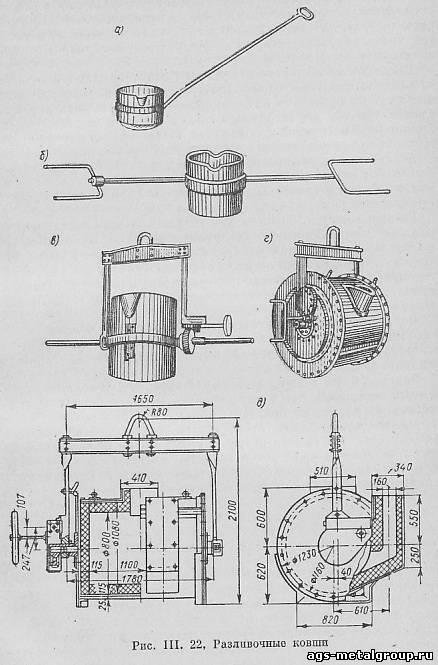
Заліванне формаў металам непасрэдна з печы прымяняецца вельмі рэдка. Звычайна метал выдаецца ў каўшы, з якіх вырабляецца заліванне формаў. Каўшы вырабляюцца з ліставай сталі таўшчынёй 2 - 10 мм і больш. Ёмістасць каўшый вагаецца ў вельмі шырокіх межах - ад 10 кг да 10 т і больш.
Каўшы ёмістасцю да 15 кг (мал. 111.22, а) пераносяцца да месца залівання формаў адным працоўным, а ёмістасцю да 60 кг - двума працоўнымі (мал. 111.22, бы). Пры ёмістасці каўшый больш за 60 кг і да 2 т іх перамяшчаюць на механізаваных падвесках па манарэйцы або катучай бэлькай. Каўшы большай ёмістасці перамяшчаюцца маставымі кранамі. Па канструкцыі каўшы падпадзяляюцца на кранавыя адчыненыя (мал.22, у) і зачыненыя барабаннага тыпу (мал.111.22, г). Для ўлоўлівання дзындры ўжываюцца адмысловыя каўшы чайнікавага тыпу (мал. 111.22, д).
 Сталь разліваюць у формы звычайна са стопорных каўшый.
Футроўка каўшый. Незалежна ад ёмістасці каўшых яны футруюцца вогнетрывалым матэрыялам. Асноўным прызначэннем футроўкі з'яўляецца засцярога кажуха каўша ад уздзеяння высокай тэмпературы вадкага сплава і захаванне сплава ў вадкім стане падчас транспартавання і разліванні ў формы. На сценкі каўшый ёмістасцю да 300 кг наносіцца пласт вогнетрывалага складу таўшчынёй 20 - 40 мм. Буйныя кранавыя, а таксама ўсе каўшы барабаннага тыпу футруюцца вогнетрывалай цэглай.
Пасля футроўкі каўшы павінны быць старанна высушаныя да поўнага выдалення вільгаці. Ужывальная ў шматлікіх ліцейных цэхах сушка футроўкі шляхам спальвання дроў у каўшах нерацыянальная, бо гэта забруджвае паветра ў цэху і не забяспечвае раўнамернай прасушкі. Лепшыя вынікі атрымліваюцца пры сушцы каўшый у печах розных канструкцый. Буйныя каўшы сушацца адмысловымі газавымі гарэлкамі або мазутнымі фарсункамі, якія ўводзяцца ўнутр каўшый.
Пасля сушкі футроўка афарбоўваецца фармовачнай фарбай і ізноў падсушваецца.
Разліўка чыгуну.Тэмпература сплава пры заліванні залежыць ад металаёмістасці формы, канфігурацыі адліўкі і таўшчыні яе сценак. Ва ўсіх выпадках варта імкнуцца да таго, каб пры выпуску чыгуну з печы ён меў найвялікую тэмпературу, а шляхам вытрымкі даводзіцца тэмпература сплава ў каўшы да зададзенай. Пры гэтым усплываюць на паверхню сплава часціцы дзындры і выдаляюцца газы.
Падчас транспартавання вадкага сплава і заліванні яго ў формы сплаў астуджаецца, таму тэмпература яго пры выпуску з плавільнай печы павінна быць вышэй, чым тэмпература залівання.
Заліванне формаў павінна весціся без перапынку, з поўным запаўненнем літнікавай чары ці варонкі. Пры незахаванні гэтага патрабавання магчыма трапленне дзындры ў форму і засмоктванне бруёй вадкага сплава атмасфернага паветра, што прыводзіць да шлюбу адлівак. Вышыня бруі ад шкарпэткі каўша да чары ці варонкі не павінна быць больш 150 - 200 мм.
Спосаб залівання формаў вызначаецца ступенню механізавання ліцейнага цэха і рэжымам працы.
|